Lincoln Electric LTW2 LEARNING TO STICK WELD User Manual
Page 22
8
APRENDIENDO PALILLO SOLDAR
Recubrimiento duro deruedas y rodillo (desgaste de metal
por metal)
Una aplicación muy común de recubrimiento duro para el desgaste de
metal por metal es el recubrimiento duro de ruedas, rodillos y de los
rieles que se utilizan en los mismos.
La razón de un recubrimiento duro para estas partes es básicamente
económica. La inversión en electrodos vale la pena, ya que se
reconstruye completamente una rueda o rodillo y la superficie dura
mucho más que un rodillo o rueda normal.
Si se sigue el procedimiento que se muestra a continuación, no es
necesario eliminar el rodamiento de grasa mientras se suelda. Esto
le ahorrará mucho tiempo:
1. El rodillo (o gobernador) se inserta en un tubo que descanse sobre
dos caballetes. Esto permite que el operador lo gire mientras
suelda.
2. Utilice electrodos Wearshield™ BU, 4.0 mm (5/32") a 175
amperes o 4.8 mm (3/16") a 200 amperes.
3. Suelde a lo largo de la superficie que se desgasta. No suelde
alrededor.
4. Mantenga el rodillo (o rueda) frío sumergiéndolo en agua y
deteniendo el trabajo de soldadura periódicamente. Esto evitará
que el rodillo (o rueda) se contraiga en el rodamiento de grasa.
5. Recúbralo hasta darle la dimensión deseada. El metal de
soldadura depositado por el electrodo Wearshield™ BU a menudo
es tan suave que no es necesario esmerilarlo o pulirlo.
NOTA: Enfriar el rodillo (o rueda) tiene otro propósito: aumentar la dureza y
por lo tanto, la vida útil del depósito.
El recubrimiento duro de los rieles es mucho más fácil:
1. Coloque los rieles con la parte donde se deslizan los rodillos y
gobernadores hacia arriba.
2. Utilice electrodos Wearshield™ BU. Se utiliza el mismo amperaje
que en los gobernadores y rodillos.
3. Recubra hasta obtener el tamaño deseado.
4. No enfríe. Esto hará que el depósito sea un poco más suave que el
depósito en los rodillos y ruedas. Esto significa que el área de
desgaste estará básicamente en los rieles, que requieren menos
tiempo, dinero y esfuerzo para recubrirlos.
NOTA: El mismo electrodo, Wearshield™ BU, ofrecerá al operador dos
opciones de dureza por una diferencia en la velocidad de enfriamiento,
haciendo posible colocar el depósito más duro en las partes más cos-
tosas.
NOTA: La parte exterior de los rieles (que tiene contacto con la tierra) debe
recubrirse con Wearshield™ BU, ya que este lado presenta un desgaste
del metal por la tierra.
Como soldar hierro vaciado
Cuando se suelda una pieza de hierro vaciado frío, la enorme
cantidad de calor que despide el arco será absorbida y distribuida
rápidamente en la masa fría. Esta calor y enfriamiento repentino crea
hierro vaciado BLANCO y QUEBRADIZO en la zona de fusión.
Esta es la razón por la que las soldaduras en hierro vaciado se
rompen. En realidad, una pieza de fierro vaciado rota se queda con la
soldadura completa en ella y la otra pieza sin soldadura.
Para contrarrestar esto, el soldador tiene dos opciones:
1. Puede precalentar toda la pieza de 260 a 649°C (500 -1200°F). Si
el hierro vaciado se calienta antes de soldar, no habrá enfriamiento
repentino que produzca un hierro vaciado blanco y quebradizo.
Toda la pieza fundida se enfriará lentamente.
2. Puede soldar 12.5 mm (1/2") a la vez y no soldar en esa área otra
vez hasta que la soldadura esté completamente fría al tacto.
De esta forma, no se aplica una gran cantidad de calor a la masa.
La mayoría de los soldadores sin experiencia probablemente
utilizarán el segundo método, porque no cuentan con una forma de
precalentamiento para piezas fundidas grandes. Las piezas fundidas
más pequeñas pueden (y deben) precalentarse fácilmente antes de
soldarse. Una fragua, horno, soplete o la misma antorcha de arco son
medios excelentes de precalentamiento.
Cuando se utiliza el método en el que se suelda 12.5 mm (1/2") a la
vez, se recomienda comenzar a 12.5 mm (1/2") del cordón anterior y
soldar hacia el mismo (método regresivo).
Después de soldar hierro vaciado, proteja la pieza fundida contra un
enfriamiento rápido. Póngala en una caja con arena (o cal).
Si no cuenta con arena o cal, cubra la pieza con hojas metálicas o
cualquier otro material no inflamable que eviten las corrientes de aire
y conserve el calor.
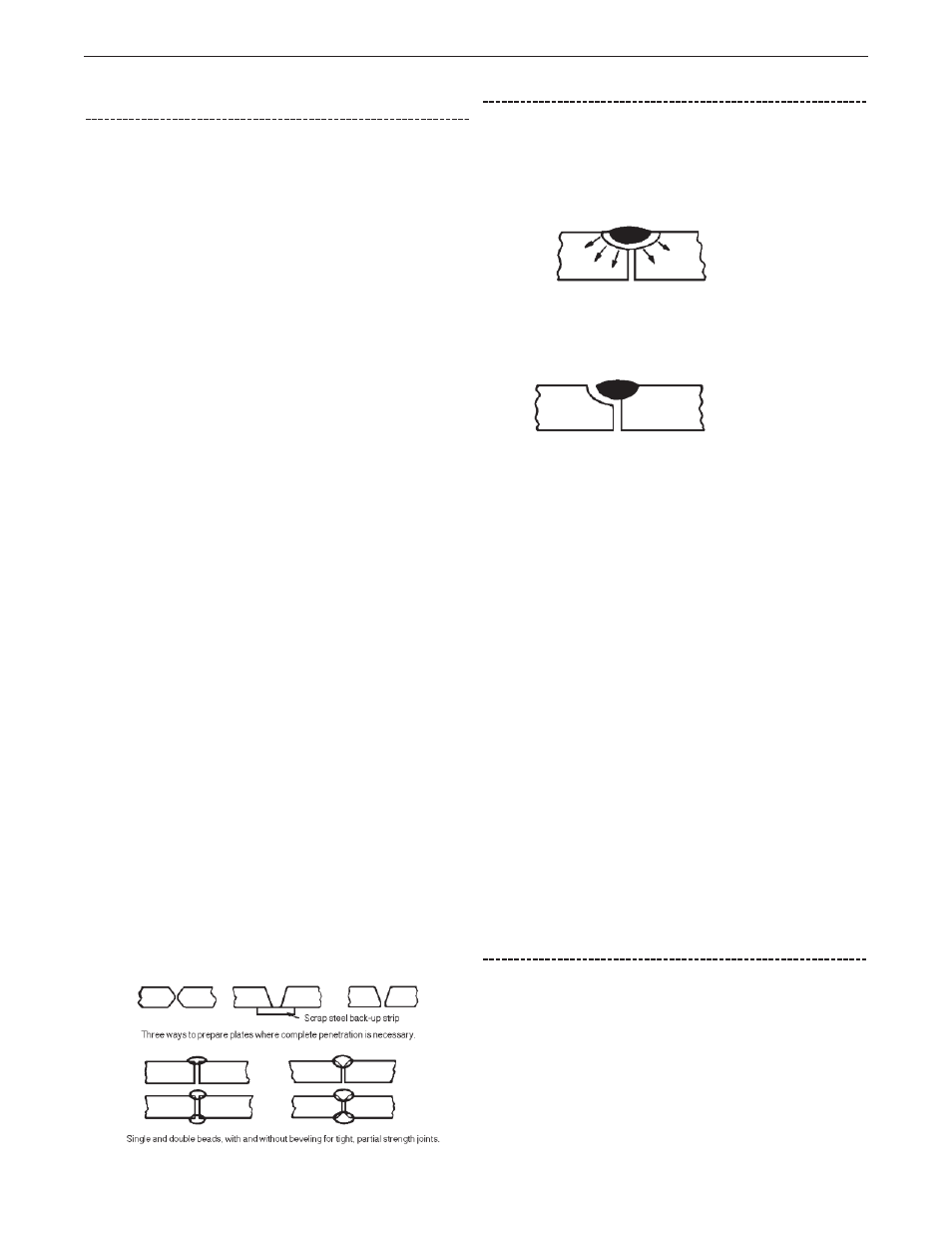
Preparación de una placa de hierro vaciado
Si es posible, la junta que se soldará debe prepararse limándola en
forma de "V" para lograr una penetración completa. Esto es
especialmente importante en piezas fundidas gruesas donde se
requiere máxima resistencia. En algunos casos, puede utilizarse una
pieza de respaldo y las placas pueden separarse 3.2 mm (1/8") o
más.
Las secciones que únicamente se requieran unir y la dureza no es
importante, la junta puede soldarse después de esmerilar ligeramente
las partes en forma de "V" como se muestra a continuación.
Caliente
Hierro vaciado blan-
co y quebradizo
Frío
Frío
Cuando se rompe, la
soldadura queda en
una de las piezas.