The right technique, Ransburg – Ransburg Vector Solo AA90 79698 User Manual
Page 23
Vector Solo AA90 Applicators - Operation
Ransburg
19
AH-08-04.2
THE RIGHT TECHNIQUE
Following are some basic electrostatic spray tech-
niques. Depending on the spray target, it may be
necessary to adjust the technique.
Spray Width Determination
The size of the object being coated is the deter-
mining factor in adjusting the spray pattern. The
larger the object, the larger the required pattern
width. This is accomplished by fluid nozzle se-
lection. Air adjustment is used to remove "tails"
from the spray pattern and adjust the pattern size.
The degree of atomization is depen-
dent on the viscosity of the paint formula-
tion, the applied fluid pressure, and nozzle
selection.
Applicator to Target Distance
The distance between the applicator and the tar-
get influences the appearance of the final finish
of the object. If the applicator is held too close,
under 100mm (approximately 4-inches), runs and
sags with excessive "bounce-back" may occur. If
the applicator is held too far from the object, the
electrostatic attraction is decreased. Normally,
the best spacing between applicator and target is
in the 150mm to 300mm area (6-inch to 12-inch).
The object being coated is maintained
at ground potential. The applicator opera-
tor is also grounded, therefore, the operator
has as much attraction for the electrostatic
paint as the object. To prevent "wrap-back"
always keep the applicator nozzle closer to
the target than to the operator.
Overlap
For the best "hiding" and uniformity of film thick-
ness, the stroke overlap should be approximately
50%. There should be some overlap at edges
of the part to increase edge coverage. Overlap
requirements may vary widely with different paint
formulations and different compositions of objects
being coated.
Triggering
Applicator triggering (ON/OFF) depends largely
on the desired results (the amount of wrap-around
required, edge coating, etc.). If the front and back
of the object are being coated, proper applicator
technique can edge coat in some instances without
making a specific pass for that purpose. Trig-
gering the applicator before the target is directly
in front of the applicator may cause heavy edge
build-up on the leading edge of the target due to
the electrostatic attraction.
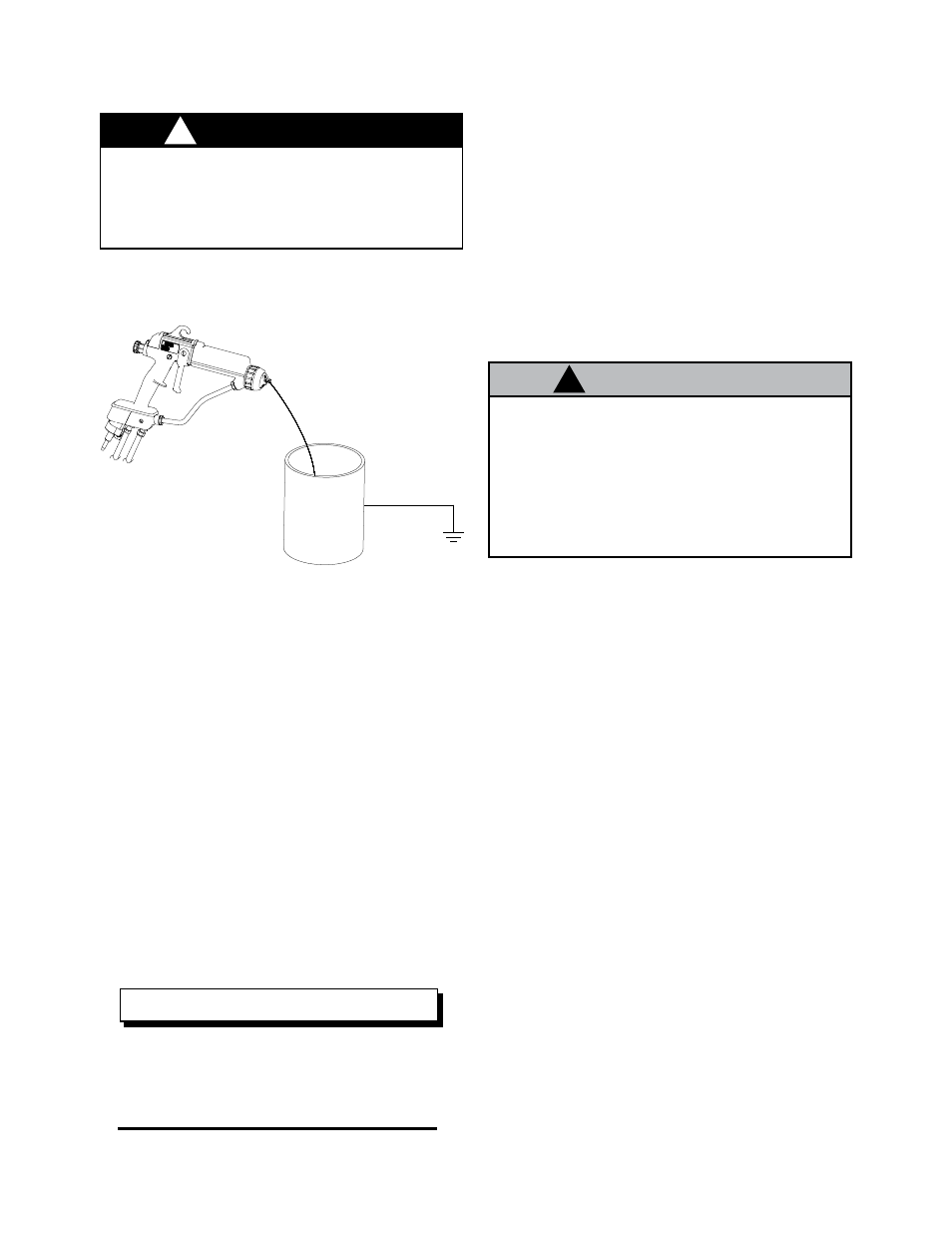
3. Relieve any fluid pressure, then discharge fluid
into appropriate grounded metallic container.
Figure 16: Applicator Flush Out
4. Load next color or remove applicator from
installation as required.
Supply air to the applicator must be in-
terlocked with the solvent supply. Supply air
must be off to the applicator when solvent
supply is on.
NOTE
C A U T I O N
!
W A R N I N G
!