56 mhz type b rf reader – Rainbow Electronics AT88RF1354 User Manual
Page 42
42
13.56 MHz Type B RF Reader
8547A
−RFID−10/08
D.4.6. Reflow
Profile
The reflow profile and the peak temperature have a strong influence on void formation. Amkor has conducted
experiments with the different reflow profiles (ramp-to-peak vs. ramp-hold-ramp), the peak reflow temperatures, and
the times above liquidus using Alpha Metal’s UP78 solder paste. Some of the representative profiles are shown in
Figure D-8. Generally, it is found that the 37% paste coverage, plugged via, voids in the thermal pad region for the
plugged vias reduce as the peak reflow temperature is increased from 210 °C to 215-220 °C. For the encroached
vias, it is found that the solder extrusion from the bottom side of the board reduces as the reflow temperature is
reduced.
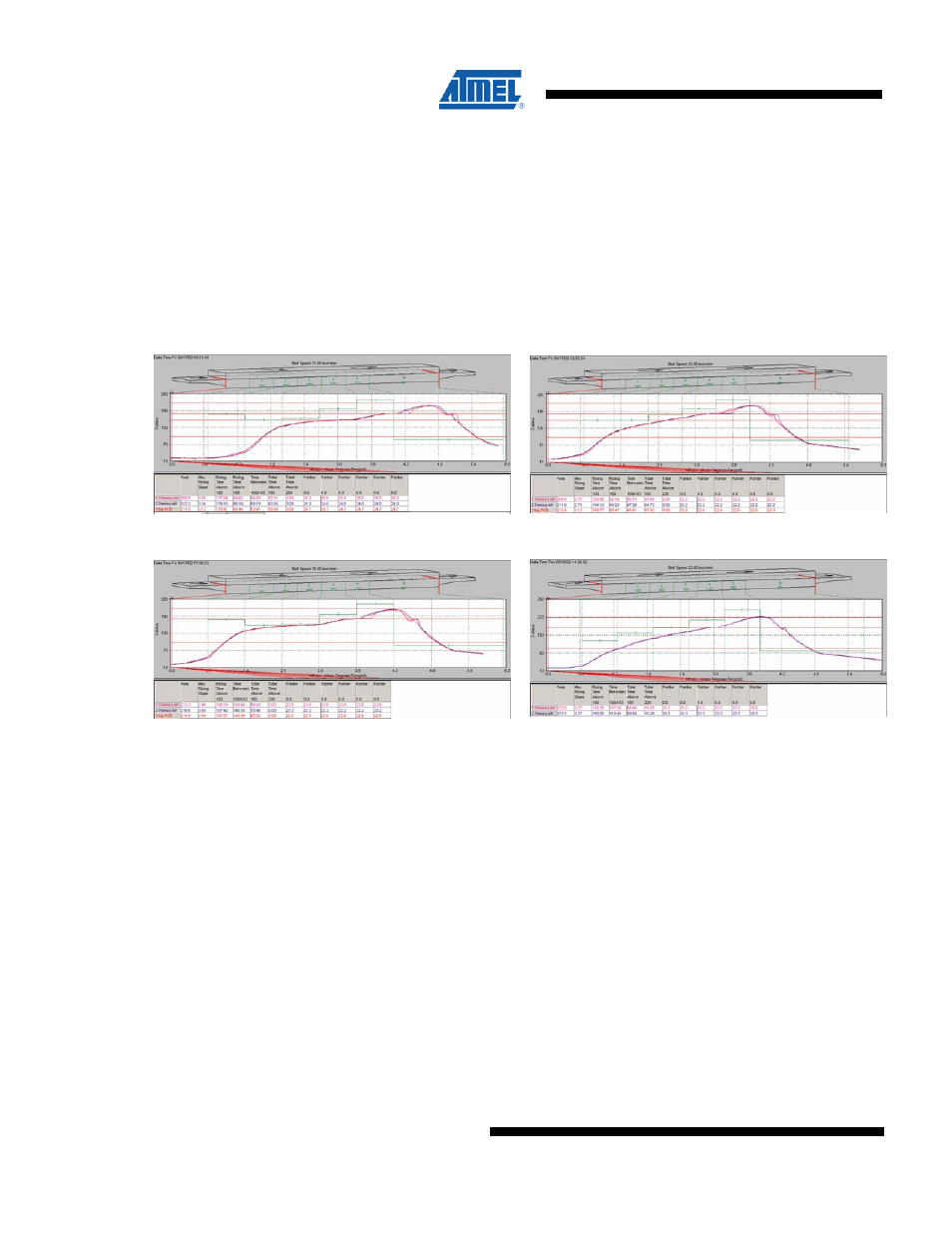
Figure D-8. Various QFN solder reflow profiles.
Ramp-Soak-Spike – 210°C Peak
Ramp-Spike – 210°C Peak
Ramp-Soak-Spike – 215°C Peak
Ramp-Spike – 220°C Peak
D.5.
Assembly Process Flow
Figure D-9. shows the typical process flow for mounting surface mount packages to printed circuit boards. The
same process can be used for mounting the QFNs without any modifications. It is important to include the post print
and the post reflow inspection, especially during the process development. The volume of paste printed should be
measured either by 2D or 3D techniques. The paste volume should be around 80 to 90% of the stencil aperture
volume to indicate a good paste release. After reflow, the mounted package should be inspected in the transmission
x-ray for the presence of voids, solder balling, or other defects. Cross-sectioning may also be required to determine
the fillet shape, size and the joint standoff height during process development. Typical reflow profiles for no-clean
solder paste are shown in Figure D-9.
Since the actual reflow profile depends on the solder paste being used and the board density, Atmel does not
recommend a specific profile. However, the temperature should not exceed the maximum temperature the package is
qualified for according to the moisture sensitivity level. The time above the liquidus temperature should be around 60
seconds and the ramp rate during preheat should be 3 °C/second or lower.