Danfoss AVT (Generation 2006) User Manual
Page 26
26
AVT
L
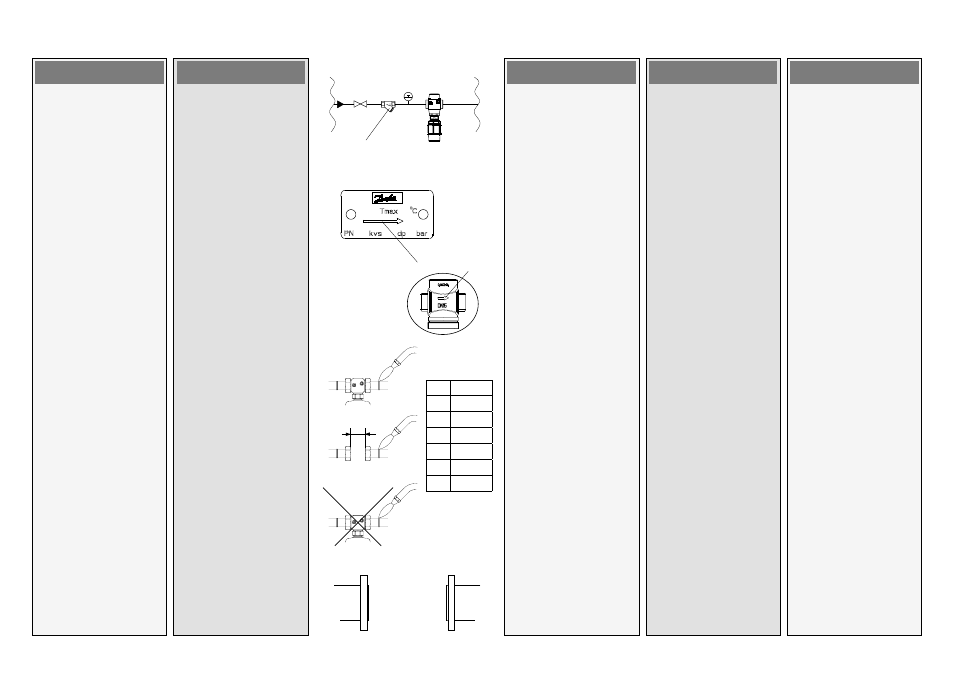
Vgradnja ventila
1. Pred montažo očistite
cevovod.
2. Močno priporočamo
vgradnjo filtra pred
regulator .
3. V regulirani del sistema
vgradite termometer.
4. Vgradite ventil
• Upoštevajte puščico na
etiketi proizvoda oz. na
proizvodu samem, ki kaže
smer pretoka .
• Ventil z vgrajenimi
varilnimi priključki se
lahko samo pritrdi na
cevovod .
Varilni priključki so nato
lahko polno varjeni samo
brez ventila in tesnil!
Ob neupoštevanju teh
navodil lahko visoke
temperature pri varjenju
uničijo tesnila.
• Protiprirobnice morajo
biti vzporedne, tesnilne
površine morajo biti čiste.
in brez poškodb.
Pritegnite vijake na
prirobnicah križem v treh
korakih do maksimalnega
momenta (50 Nm).
Instalace ventilu
1. Před montáží vyčistěte
potrubní systém.
2. Před regulátor
doporučujeme
nainstalovat filtr .
3. Do části systému, která má
být regulována, nainstalujte
indikátory teploty.
4. Nainstalujte ventil.
• Při montáži dejte pozor
na to, aby na štítku
vyznačený směr proudění
média odpovídal
skutečnosti .
• Ventil s s namontovanými
navařovacími koncovkami
může být napojen pouze
přímo na potrubí .
Koncovky musí být
navařovány bez těsnění a
připojeného ventilu .
Jestliže nebude
postupováno podle
tohoto návodu, tak může
vysoká svařovací teplota
zničit těsnění.
• Příruby na potrubí musí
být k sobě orientovány
kolmo, kdy styčné těsnící
plochy musí být čisté a bez
poškození.
Šrouby na přírubě
dotahujte napříč a ve třech
krocích až do dosažení
maximálního kroutícího
momentu (50 Nm).
Montaż zaworu
1. Przed zamontowaniem
zaworu przepłukać
instalację.
2. Przed regulatorem
zamontować filtr .
3. Zamontować wskaźniki
temperatury (termometry)
w tej części układu, która
będzie regulowana.
4. Zamontować zawór.
• Należy zachować kierunek
przepływu zaznaczony na
tabliczce znamionowej lub
na korpusie zaworu
• Zawór z zamocowanymi
końcówkami do
przyspawania może
być tylko punktowo
przyspawany do
rurociągu .
Końcówki mogą
być przyspawane
tylko bez zaworu i
uszczelnienia! .
Niezastosowanie się do
tego zalecenia może
spowodować uszkodzenie
uszczelnień wskutek
wysokiej temperatury.
• Kołnierze na rurociągu
muszą być równoległe
a powierzchnie pod
uszczelki czyste i bez
uszkodzeń.
Dokręcać śruby przy
kołnierzach po przekątnej,
w trzech krokach, aż do
uzyskania maksymalnego
momentu (50 Nm).
Vožtuvo montavimas
1. Išvalykite vamzdyną prieš
pradėdami montavimą
2. Labai rekomenduojame
sumontuoti filtrą priešais
reguliatorių .
3. Sumontuokite
temperatūros indikatorius
toje sistemos dalyje, kuri
bus reguliuojama
4. Sumontuokite vožtuvą.
• Būtina laikytis srauto
krypties, kuri nurodyta
ant etiketės ar ant vožtuvo
.
Privirinimui skirti
atvamzdžiai tik
pritvirtinami .
Privirinami fitingai gali būti
virinami tiktai be vožtuvo
ir tarpinių
• Jeigu nesilaikysite šių
reikalavimų, aukšta
temperatūra gali pažeisti
įrenginį
• Flanšai vamzdyne
turi būti lygiagretūs,
sandarinimo vietos
turi būti švarios ir be
pažeidimų.
Užveržkite varžtus
flanšuose kryžmai per 3
žingsnius iki maksimalaus
sukimo momento
(50 Nm).
SLOVENŠČINA
ČESKY
LIETUVIŲ KALBA
POLSKI
РУССКИЙ
Монтаж клапана
1. Перед монтажом клапана
промойте трубопроводную
систему.
2. До регулятора (по
ходу движения среды)
рекомендуется установка
сетчатого фильтра
.
3. Установите в системе
термометры для контроля
температуры .
4. Установка клапана
• Клапан устанавливается
так, чтобы направление
стрелки на этикетке
или
на его корпусе
совпадало
с направлением движения
регулируемой среды
.
• Резьбовой клапан
монтируется с помощью
приварных фитингов,
которые при установленном
между ними клапане
должны предварительно
фиксироваться
на трубопроводе
прихваткой
.
Окончательная приварка
фитингов к трубопроводу
может производиться
только при отсутствии
клапана и уплотнительных
прокладок!
При несоблюдении этих
инструкций высокая
температура сварки может
повредить уплотнения
фитингов и сам клапан.
• При применении
фланцевого клапана
ответные фланцы
на
трубопроводе должны быть
установлены
параллельно и их
уплотняемые поверхности
должны быть чистыми и
без повреждений. Болты на
фланцах следует затягивать
крестообразно в три этапа до
достижения максимального
крутящего момента (50 Nm).
DN L (mm)
15
69
20
74
25
79
32
104
40
114
50
134