Dflc[`e^fg\ixk`fe – Woodstock W1812 User Manual
Page 33
-30-
N(/()Fne\ijDXelXcD]^%j`eZ\*&'0
FG
<
I
8
K@FEJ
Dflc[`e^Fg\iXk`fe
The maximum depth for a moulding cut in soft wood is
3
⁄
4
" deep. However, the harder the wood or the more
knots it has, the shallower the cut, and the slower the
feed rate must be.
The basic steps of operating the machine as a moulder
are as follows:
(. DISCONNECT THE PLANER/MOULDER FROM POWER!
2. Review
the
Workpiece Inspection list on Page 23
and the AVOIDING KICKBACK warning on this page.
3. Review
Moulding Do's and Don'ts on Page 26, and
take the appropriate safety measures.
4. Adjust the guide rails against the sides of the
workpiece so the workpiece is guided into the planer
blades without binding, then tighten the rail lock
levers.
5. If you have not already done so, adjust the feed roll-
ers and spring tension as outlined in the Feed Roller
Height and Spring Tension section on Page 21.
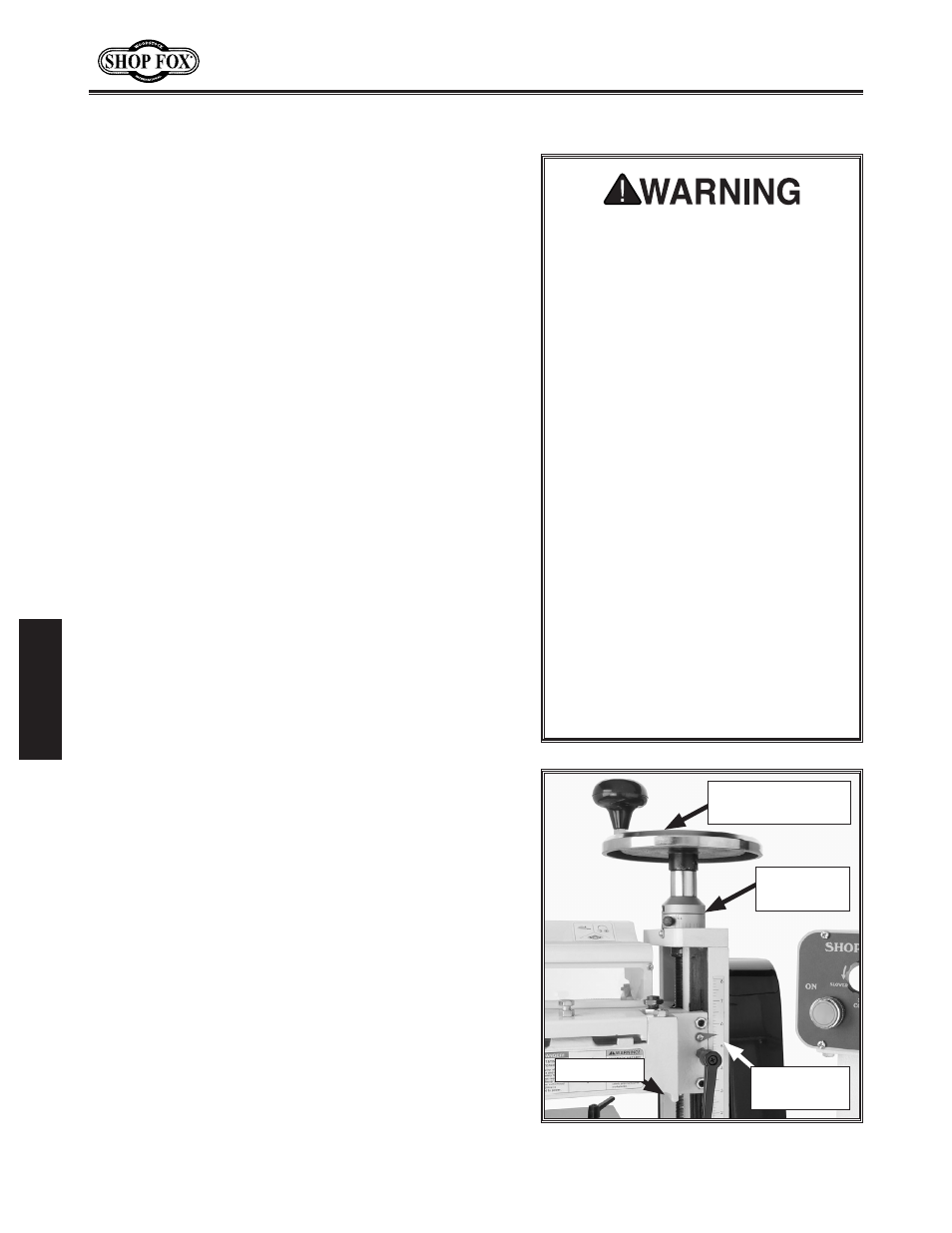
6. Loosen the headstock lock lever, and use the
handwheel (Figure 42) to adjust the headstock down
far enough to make a full pass.
7. Put on heavy leather gloves and rotate the
cutterhead manually to verify that the knives do not
contact the table or the guide rails.
8. PUT ON SAFETY GLASSES, EAR PROTECTION, AND A
RESPIRATOR.
9. Turn the feed speed control dial to a slow speed and
start the machine. Finding the best feed rate will be
a process of trial-and-error based on finding a bal-
ance between the wood type, moulding knife profile,
and the quality of finish desired.
10. Stand to the side of the table, place the workpiece
on the table, and slowly feed it into the machine
until the feed roller begins to pull the workpiece.
AVOIDING KICKBACK!
• Always stand to one side of the
machine.
• Always check and reset outfeed
roller height after changing knives.
• Always plane WITH the grain
direction of the wood. Never plain
cross-grain or end-grain.
• Do not make a second pass after
cutting the initial profile. The first
pass has full roller-to-workpiece
contact, but on the second pass,
both the infeed and outfeed rollers
have minimum contact and the
workpiece may be ejected.
• Use roller stands to support long
workpieces.
• Carefully inspect all stock to make
sure it is free of large knots and
foreign objects.
Figure 42. Depth control and scales.
Headstock
Height Scale
Headstock
Height Handwheel
Handwheel
Scale
Depth Stop