Ifcc\i?\`^_kxe[ jgi`e^k\ej`fe – Woodstock W1812 User Manual
Page 24
-21-
N(/()Fne\ijDXelXcD]^%j`eZ\*&'0
FG
<
I
8
K@FEJ
After switching between planing and molding operations,
you must re-adjust the feed roller height and spring ten-
sion. Feed roller height and spring tension keeps the
workpiece feeding into the planer/moulder without chat-
ter or slipping. Rollers that are too high, or spring tension
that is too light, can cause the workpiece to chatter and
slip. Rollers that are too low, or spring tension that is too
heavy, can cause the workpiece to hang on initial feed,
cause rapid feed system wear and increase workpiece
snipe. The settings below are close to what you will need
to use, but some trial-and-error on height and spring ten-
sion will be required for best results.
KfX[aljkk_\]\\[ifcc\ijgi`e^k\ej`fe#[fk_\j\jk\gj1
(. DISCONNECT THE PLANER/MOULDER FROM POWER!
). Loosen the feed-roller stop jam nuts and rotate the
eccentric stops with a 5mm hex wrench until the
rollers lower to the required level:
—For planing, lower the roller so it is approximately
1mm below the lowest sweep of the planing knife.
—For moulding, lower the roller so it is approximately
3
⁄
16
'' below the highest point of the moulding knife
profile. Refer to Figure 27 to study and find the
highest point of the moulding knife profile when
the knife is at the lowest point of its sweep.
=\\[Ifcc\i?\`^_kXe[
Jgi`e^K\ej`fe
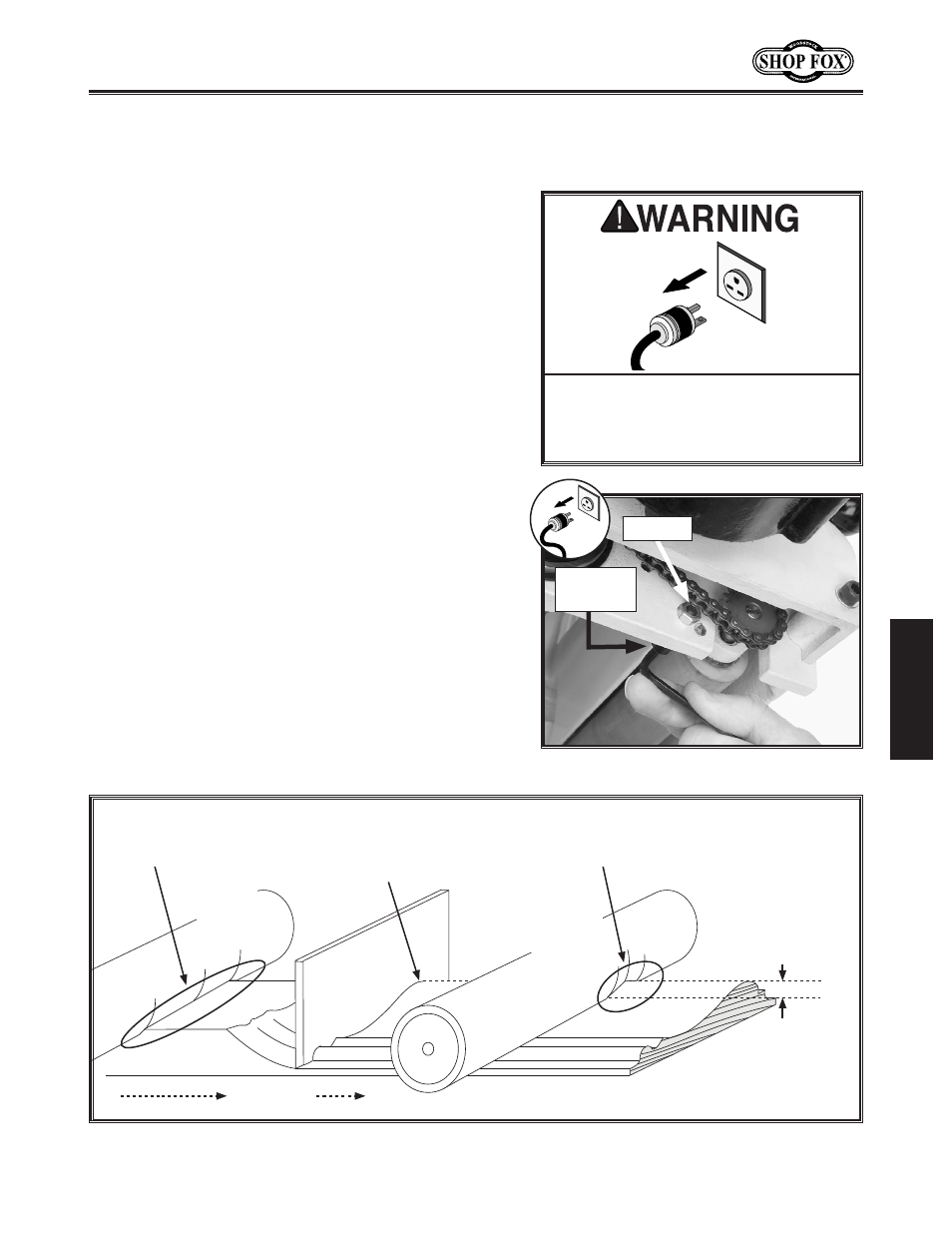
=`^li\26.Feed roller height adjustment.
Infeed and
Outfeed Rollers
are Adjusted to
Approximately
3
⁄
16
'' Below
the Highest
Resulting
Profile.
Highest Point of this
Moulding Knife Profile
is Here
Infeed
Roller
Outfeed
Roller
Knife at
Lowest
Point of
Sweep
Narrow
Surface Area
Traction
Wide Surface
Area Traction
Work Path
=`^li\27.Feed roller height concept for moulding knife use.
D8B< JLI< k_Xk pfli dXZ_`e\ `j
legcl^^\[[li`e^XccX[aljkd\ekgifZ\$
[li\j @] k_`j nXie`e^ `j `^efi\[# j\i`$
fljg\ijfeXc`ealipdXpfZZli.
Jam Nut
Eccentric
Stop