Multi-Contact MA203 User Manual
Page 4
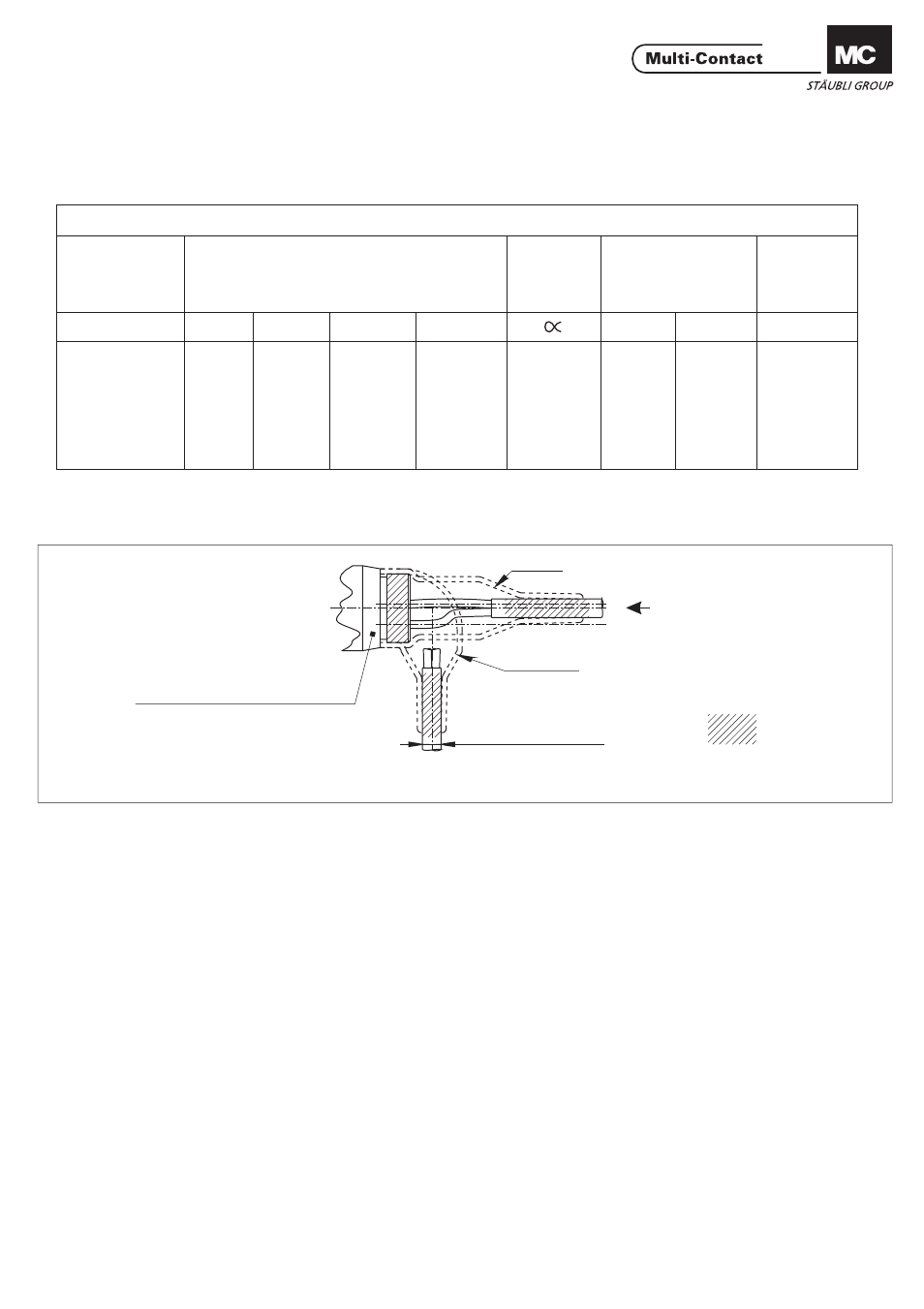
ill.5
MGK3VS...MGK3VB...+MGK3R-WST
Klebebereich
Bonding surface
Zone de collage
WST-TS
WST 90-TS
Leitung/Cable/Câble
Formteilmontage
(gilt nur für Gehäuse Gr.3)
Montage du manchon thermoré-
tractable
(Uniquement pour boîtier Gr. 3)
Assembly of form shroud
(for housings size 3 only)
(ill.5)
Die Formteile sind wärmeschrumpfend
und innen mit Kleber beschichtet.
Leitungsmantel im Klebebereich mit
Schmirgelleinen Körnung 80-100 auf-
rauhen.
Vor dem Aufrauhen den Leitungsman-
tel mit dem Heissluftgebläse anwär-
men (10-15 sek. bei 400°C).
Empfehlung:
(ill.5)
The form shrouds are coated inside
with an adhesive and shrink when hea-
ted. Roughen cable sheathing on the
bonding surface with emery cloth 80-
100 grit.
Prior to roughening, heat cable sheat-
hing with a hot-air blower (10-15 sec. at
400°C).
Recommendation:
(ill.5)
Ces manchons sont thermorétractables
et pré-encollés. Frotter la gaine du câble
sur la zone de collage avec de la toile
émeri de granulation 80-100.
Avant de frotter, chauffer la gaine du câ-
ble avec le générateur d'air chaud (10-
15 sec. à 400°C).
Conseil:
Aufgerauhte Klebebereiche und Klebe-
fläche auf Gehäuserückseite reinigen
(z.B. MEK, Aceton usw.). Formteile in-
nen leicht reinigen, wenn diese längere
Zeit unverpackt lagerten. Formteil mit
dem verstärkten Rand nach vorne über
die Nut des Gehäuse-Rückteils
(MGK3R-WST) schieben und mit Heiss-
luftgebläse (min. 2500 W) Schrumpf-
vorgang von der Steckseite her in Rich-
tung Leitung vollständig durchführen.
Clean roughened bonding surfaces of
cable and housing (back side) (e.g. with
MEK, acetone, etc.). If form shroud has
been stored unpacked for a long time,
clean internally. Slip form shroud with
the re-inforced edge in front over end
housing (MGK3R-WST) groove and
shrink by using the hot-air blower (min.
2500 W), working from plug side to ca-
ble.
Nettoyer les zones de collage rugueu-
ses du câble et la partie arrière du boîtier
(par ex. avec MEK, acétone etc.). Net-
toyer légèrement l'intérieur des man-
chons si ils sont restés déballés un cer-
tain temps. Pousser le manchon, la bor-
dure renforcée étant orientée vers
l'avant, dans la rainure du boîtier arrière
(MGK3R-WST), puis la rétreindre à l'aide
d'un générateur d'air chaud (2500 W
min.) manipulé dans le sens connecteur
-câble.
4/6
Plan de perçage
Montage des boîtiers mâle ou femelle
sur les plaques.
Drilling plan
Installation of pin or socket housings in
plates.
Bohrplan
Montage der Stift- bzw. Buchsenge-
häuse in Platten.
D
A± 0,1
d1
d2
D
B±0,1
C±0,5
1
28
34
2
3
25
28
19
5,5
2
38
46
3
4
30
38
24
6,0
3
52
60
3
4
30
52
31
7,0
4
72
80
3
4
33
8,0
H10
H7
H7
H10
Grösse
Stiftseite / Buchsenseite
W-Gehäuse
Size
Pin side / socket side
W-housing
Taille (Gr.)
Coté broches / Coté douilles
Boîtier-W
Montagebohrungen / Assembly holes / Cotes de perçage
Stiftüberstand
Pin position
Position goupille
www.multi-contact.com
Leitung / Cable / Câble
Advanced Contact Technology