Programming examples 9.13 – HEIDENHAIN TNC 620 (73498x-02) User Manual
Page 331
Programming examples 9.13
9
TNC 620 | User's Manual
HEIDENHAIN Conversational Programming | 5/2013
331
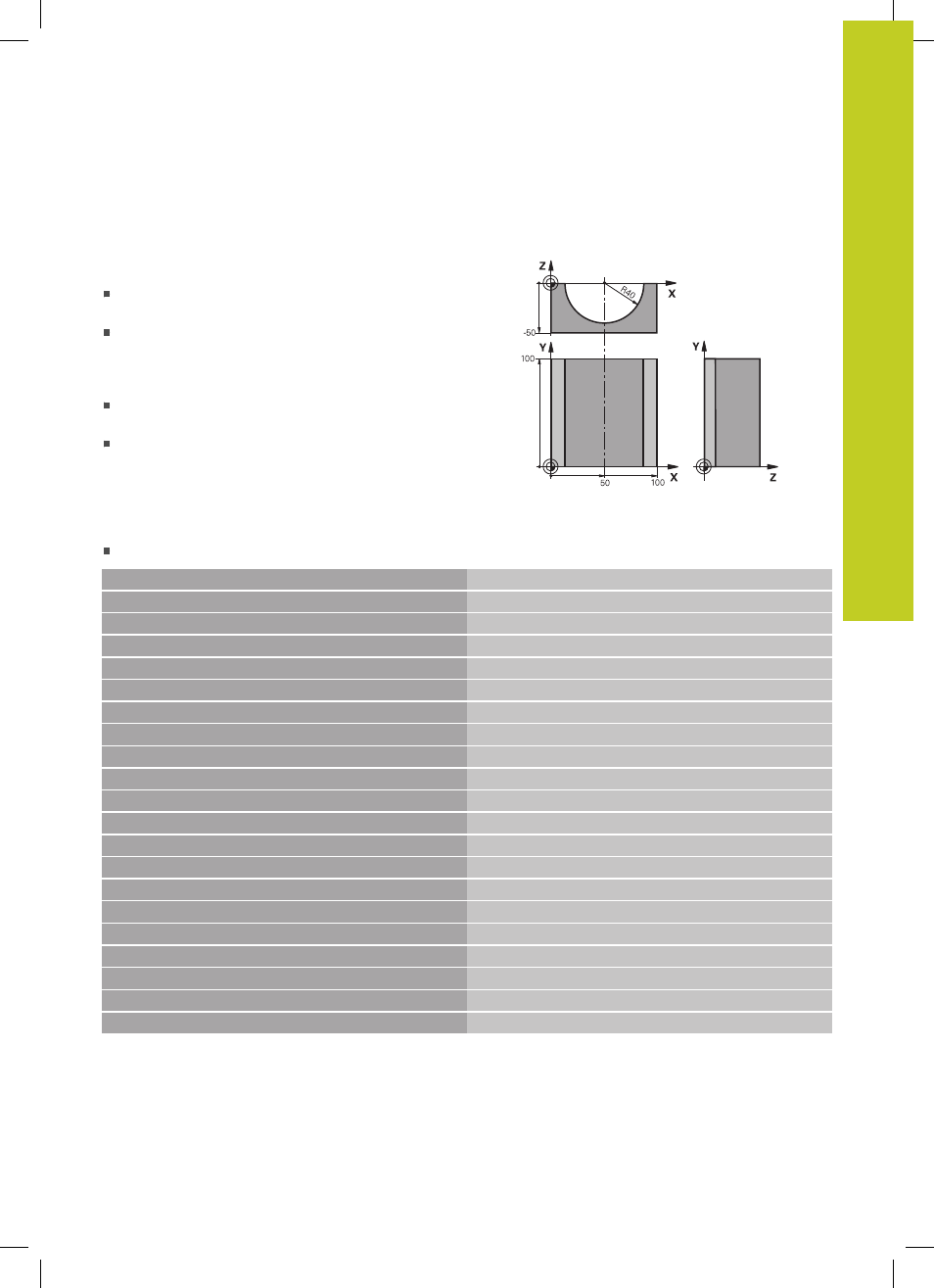
Example: Concave cylinder machined with spherical
cutter
Program sequence
This program functions only with a spherical cutter.
The tool length refers to the sphere center.
The contour of the cylinder is approximated by many
short line segments (defined in Q13). The more
line segments you define, the smoother the curve
becomes.
The cylinder is milled in longitudinal cuts (here: parallel
to the Y axis).
The milling direction is determined with the starting
angle and end angle in space :
Machining direction clockwise:
Starting angle > end angle
Machining direction counterclockwise:
Starting angle < end angle
The tool radius is compensated automatically.
0 BEGIN PGM CYLIN MM
1 FN 0: Q1 = +50
Center in X axis
2 FN 0: Q2 = +0
Center in Y axis
3 FN 0: Q3 = +0
Center in Z axis
4 FN 0: Q4 = +90
Starting angle in space (Z/X plane)
5 FN 0: Q5 = +270
End angle in space (Z/X plane)
6 FN 0: Q6 = +40
Cylinder radius
7 FN 0: Q7 = +100
Length of the cylinder
8 FN 0: Q8 = +0
Rotational position in the X/Y plane
9 FN 0: Q10 = +5
Allowance for cylinder radius
10 FN 0: Q11 = +250
Feed rate for plunging
11 FN 0: Q12 = +400
Feed rate for milling
12 FN 0: Q13 = +90
Number of cuts
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definition of workpiece blank
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Tool call
16 L Z+250 R0 FMAX
Retract the tool
17 CALL LBL 10
Call machining operation
18 FN 0: Q10 = +0
Reset allowance
19 CALL LBL 10
Call machining operation
20 L Z+100 R0 FMAX M2
Retract the tool, end program