5 full-surface machining – HEIDENHAIN CNC Pilot 4290 Description of the Y axis User Manual
Page 33
HEIDENHAIN CNC PILOT 4290
33
2.3.5
Full-Surface
Machining
2.3.5 Full-Surface Machining
The term full-surface machining refers to the machining of the
front and rear ends in one NC program. Expert programs are
available for configuring the lathe (see User's Manual 4.10.3 Full-
Surface Machining).
Fundamentals
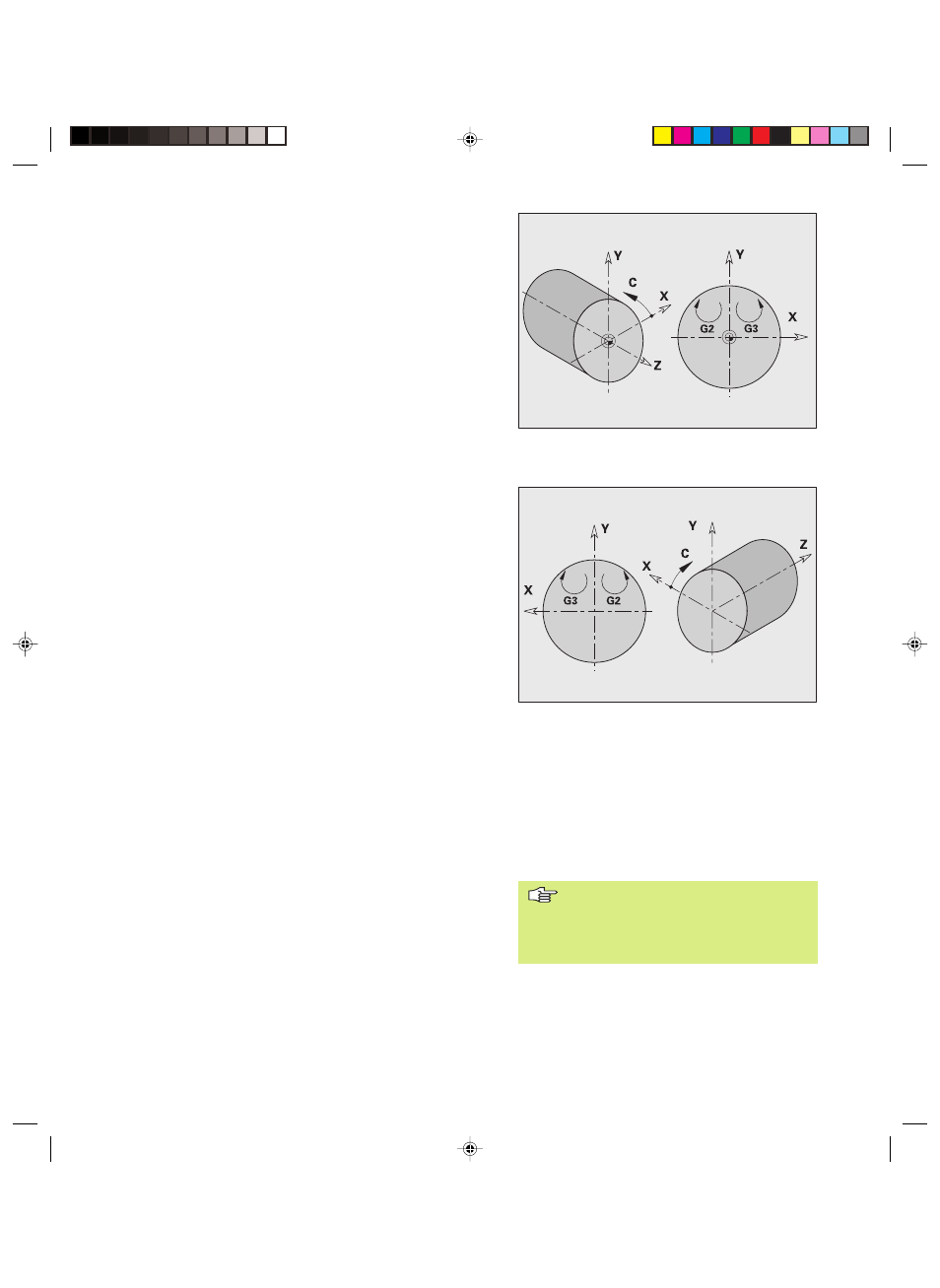
Rear contours in Y axis: The orientation of the X axis is also
oriented to the workpiece. Therefore, for the rear face:
■
The orientation of the X axis is to the left (front end: to the
right).
■
Rotational direction for arcs, G2: Counterclockwise.
■
Rotational direction for arcs, G3: Clockwise.
Programming
When contour programming on the rear face, be sure to consider
the orientation of the X axis and rotational direction of arcs.
Insofar as you use drilling and milling cycles, there are no special
aspects to rear-face machining, since these cycles refer to
predefined contours.
For rear-face machining with the basic commands G0..G3, G12..
G13, the same conditions apply as for rear face contours.
Turning
The expert programs contain converting and mirroring functions.
The following principle applies for rear-face machining (2nd setup):
■
+ direction: Moving away from the workpiece
■
direction: Moving toward the workpiece
■
G2/G12: Circular arc clockwise
■
G3/G13: Circular arc counterclockwise
Full-surface machining with counterspindle
G30: The expert program switches on the mirroring of the Z axis
and the conversion of the arcs (G2, G3, ..). . The arcs must be
converted for turning and C axis machining.
G121: The expert program moves the contour and mirrors the
coordinate system (Z axis). Further programming of G121 is
normally not required for machining the rear face after rechucking.
Full-surface machining with single spindle
G30: Normally not required
G121: The expert program mirrors the contour. Further
programming of G121 is normally not required for machining the
rear face after rechucking.
Front face
Rear face
Working without expert programs
If you do not use the expert programs or the
converting and mirroring functions, the following
principle applies:
■
+ direction: Moving away from the spindle
■
direction: Moving toward the spindle
■
G2/G12: Circular arc clockwise
■
G3/G13: Circular arc counterclockwise
For Y axis machining of the rear face you
must switch off the arc conversion (G30
H2) and switch it back on for turning and
other operations in the YZ plane (surface
view) (G30 H1).
Y_4290BH.pm6
08.03.2005, 08:36
33