3 simple linear and circular paths – HEIDENHAIN CNC Pilot 4290 Description of the Y axis User Manual
Page 25
HEIDENHAIN CNC PILOT 4290
25
2.3.3 Simple Linear and Circular Paths
Linear movement G1 milling
The tool moves linearly at the feed rate to the end point.
Chamfer/rounding B defines the transition to the next contour
element. When entering a chamfer/rounding, program the
theoretical end point of the contour element.
Intersection selection Q specifies the end point if the path
intersects an arc and the end point is not defined.
The special feed rate applies to the chamfer/rounding.
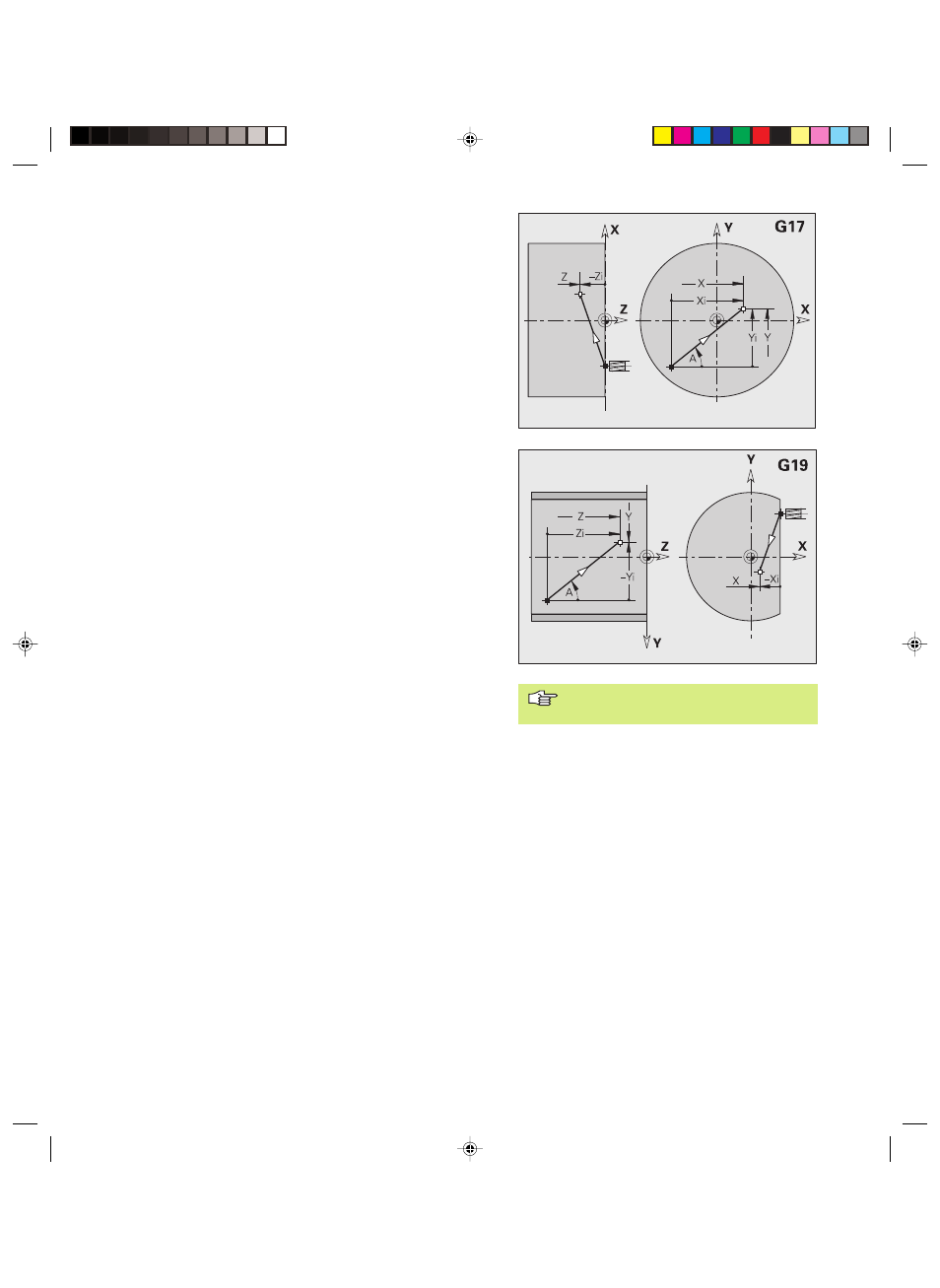
The execution of G1 varies depending on the working plane:
G17
■
Interpolation in the XY plane
■
Infeed in Z direction
■
Angle A reference: positive X axis
G18
■
Interpolation in the XZ plane
■
Infeed in Y direction
■
Angle A reference: negative Z axis
G19
■
Interpolation in the YZ plane
■
Infeed in X direction
■
Angle A reference: positive Z axis
Parameters
X, Y, Z: End point (X diameter value)
A:
Angle (reference: depends on the working plane)
Q:
Selection of intersection default: Q=0
■
Q=0: Near intersection
■
Q=1: Far intersection
B:
Chamfer/rounding
■
B no entry: Tangential transition
■
B=0: Nontangential transition
■
B>0: Radius of rounding
■
B<0: Width of chamfer
E:
Special feed-rate factor (0 < E 1) default: 1
(special feed rate = active feed rate * E)
2.3.3
Simple
Linear
and
Circular
Paths
Programming X, Y, Z: Absolute,
incremental, modal or ?
Y_4290BH.pm6
08.03.2005, 08:36
25