4 milling cycles – HEIDENHAIN CNC Pilot 4290 Description of the Y axis User Manual
Page 32
Y Axis
32
2.3.4
Milling
Cycles
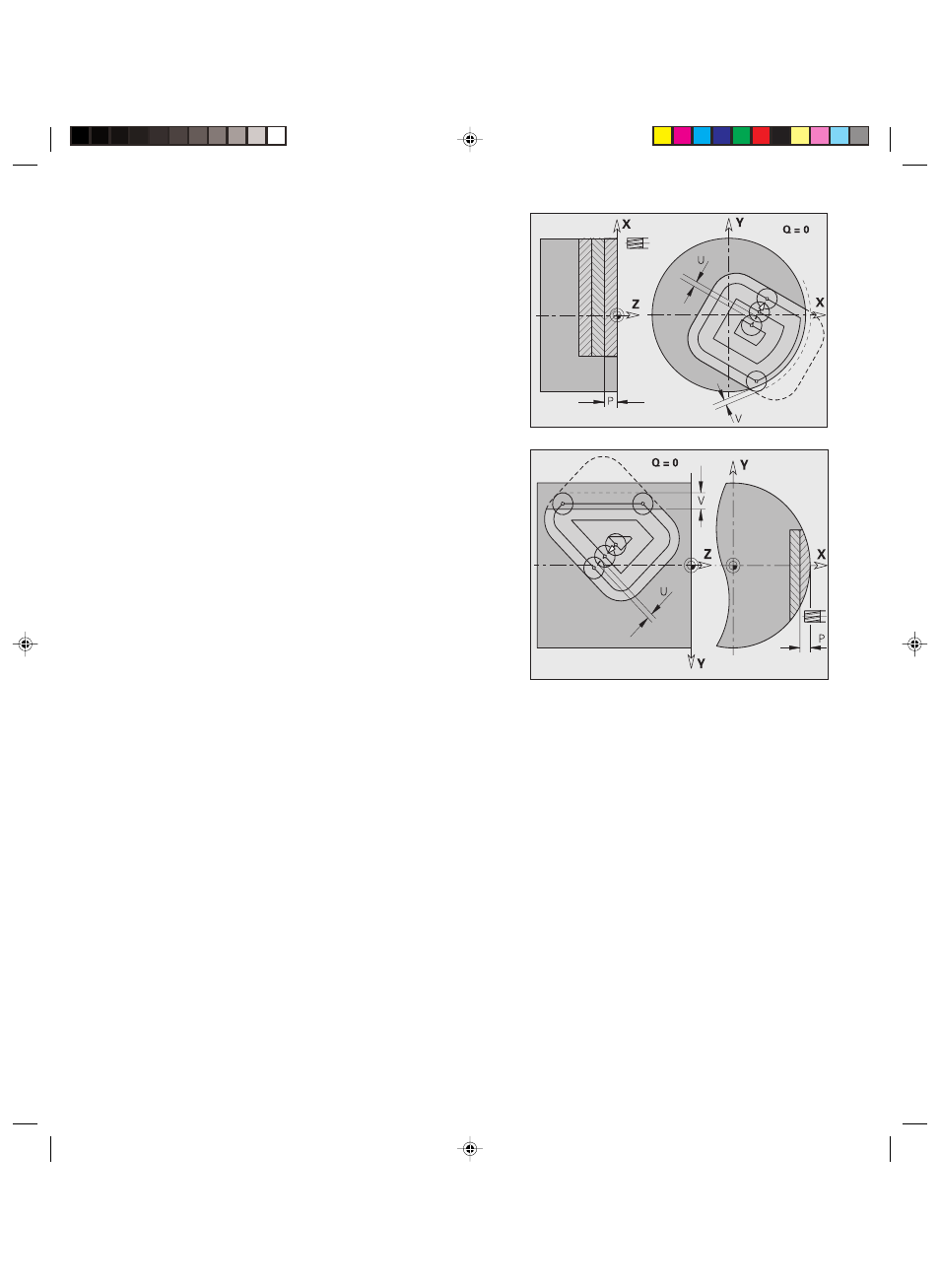
Pocket milling finishing G846
G846 finishes closed contours and figures defined in the XY or YZ
plane in the program sections:
■
FRONT_Y
■
REAR_SIDE_Y
■
SURFACE_Y
For machining with the C axis: see the User's Manual, section
4.8.15 Milling Cycles.
U defines the overlapping of the milling paths. V defines the
distance by which the tool should pass the outside radius of the
workpiece (reference: tool diameter).
You can change the cutting direction with the cutting direction
H, the machining direction Q, and the direction of tool rotation
(see the User's Manual, section 4.8.15 Milling Cycles).
Cycle run
1 Starting position (X, Y, Z, C) is the position before the cycle
begins.
2 Calculates the cutting segmentation (infeeds to the working
planes, infeeds in the working plane).
3 Moves to the safety clearance and plunges to the first milling
depth.
4 Mills one plane.
5 Retracts by the safety clearance, returns and cuts to the next
milling depth.
6 Repeats steps 4 and 5 until the complete surface is milled.
7 Retracts to return plane J.
Parameters
NS:
Block number reference to contour description
P:
(Maximum) milling depth (infeed in the working plane)
R:
Radius of approaching/departing arc default: 0
■
R=0: Contour element is approached directly; feed to
approach point above the milling plane then perpendicular
feed to plunging depth.
■
R>0: Mill moves along approaching/departing arc, which
connects tangentially with the contour element.
U:
(Minimum) overlap factor (overlap = U * tool diameter)
default: 0.5
V:
Overrun factor (if the milling contour passes the turning
contour)
■
0: The defined contour is milled completely.
■
0 < V 1: Overrun = V * tool diameter.
H:
Cutting direction default: 0
■
H=0: Up-cut milling
■
H=1: Climb milling
F:
Feed rate for infeed default: Active feed rate
E:
Reduced feed rate for circular elements
no entry: Current feed rate
J:
Return plane no entry: Tool returns to the
starting position
■
XY plane: Return position in Z direction
■
YZ plane: Return position in X direction
(diameter)
Q:
Machining direction default: 0
■
Q=0: From the inside toward the outside
■
Q=1: From the outside toward the inside
Y_4290BH.pm6
08.03.2005, 08:36
32