Dukane Dual Servo Spin Welder 403570-01 User Manual
Page 82
Dual Servo Spin Welder User’s Manual
Dukane Manual Part No. 403-570-01
Page 7
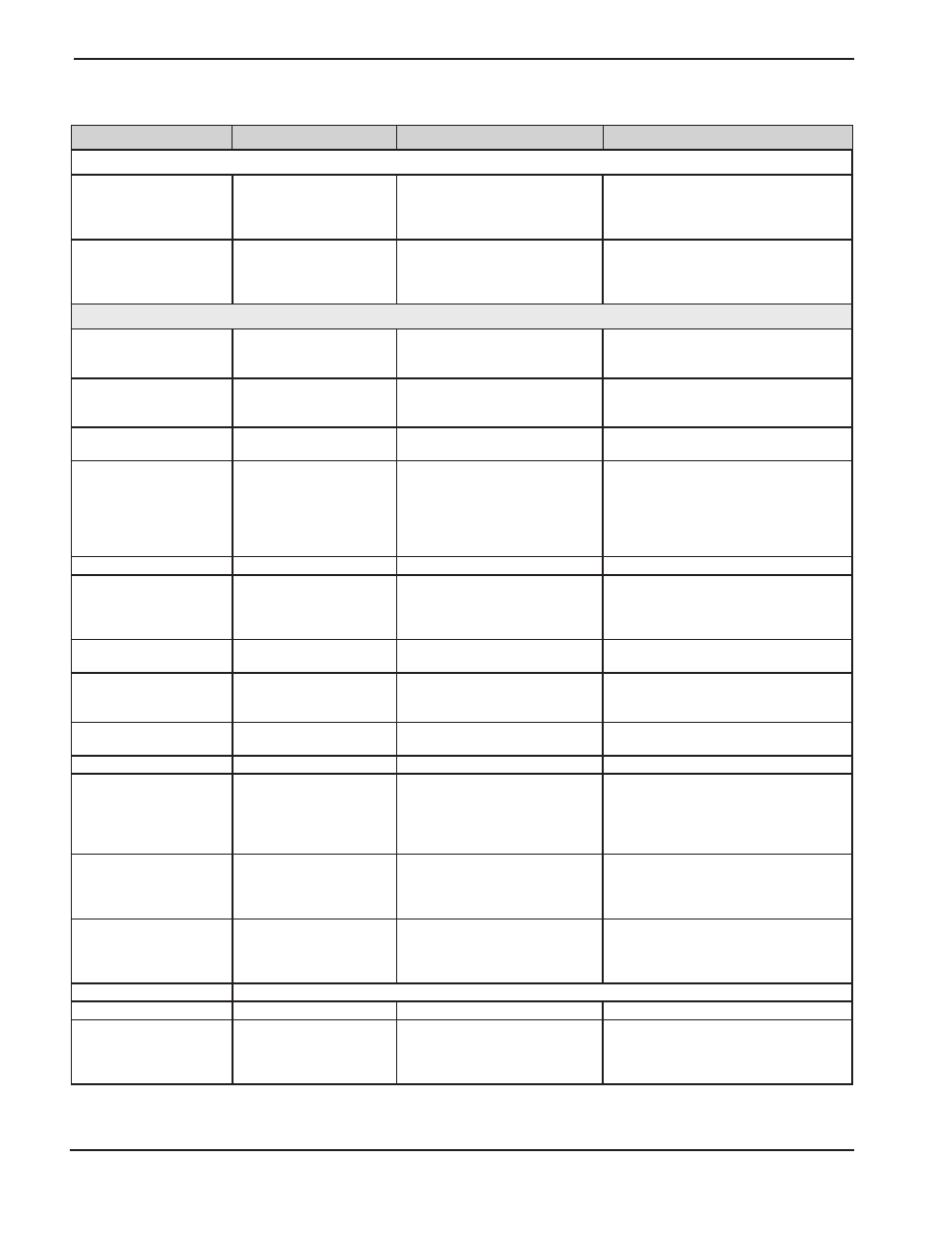
Message
Description
Cause
Possible Solution
Instructions
Activate both RUN
SWITCHES to reset
machine
Resetting of machine at
startup or recovery requires
the activation of both optical
switches on base .
-
-
Activate both RUN
SWITCHES to reset
machine after all motion
stops
Resetting of machine at
startup or recovery must be
initiated when the spin tool
and press are stationary .
-
-
Faults
Axis move aborted
Expected servo move was
not completed
Internal machine error
1 .
Check for obstructions to motion
outside welder
2 .
Contact DUKANE service
Home index edge not
found
Spin or vertical servo motor
internal index pulse(s) not
detected
Internal machine error
Contact DUKANE service
Improper servo operation
request
Servo controller error
Internal machine error
Contact DUKANE service
Jog thrust limit exceeded
OR vertical servo runaway
detected
Press thrust (force) was
exceeded during jogging
operations OR servo
system entered runaway
condition
1 .
Press is jogged in a way to
produce a force on the parts
larger than allowed in jog
mode (most common cause)
2 .
Servo system feedback is
malfunctioning
1 .
Prevent press from applying a large
force on the parts in jog mode
2 .
Contact DUKANE service
Operator E-Stop
E-stop activated
Operator pressed E-stop switch
Reset E-stop switch then reset machine
Part pickup not detected
Sensor for upper tool
vacuum not activated when
expected
1 .
No part present to pick up
2 .
Loss of vacuum between part
and tool
1 .
Ensure part is present for pickup
2 .
Check vacuum between part and tool
(line connections, vacuum generator,
tool wear)
Part presence not detected
Part presence sensor did
not detect part
1 .
Part not present
2 .
Problem with sensor
1 .
Ensure part is present
2 .
Troubleshoot sensing components
RUN SWITCH(ES)
released too soon
Optical switches on base
were de-activated during
weld cycle
Switches were released after weld
cycle started but before the spin
motor stopped
Once weld cycle is started, ensure switches
remain activated until spin motor stops (i .e .
at beginning of hold phase)
Servo CPU no Idle before
Run
Motor controller error
Internal machine error
Contact DUKANE service
Servo CPU program error
Motor controller error
Internal machine error
Contact DUKANE service
Servo database import
failed
Servo tuning database
import failed
1 .
Import procedure problem
2 .
Cable problem
3 .
Machine component failure
1 .
Contact DUKANE for import
procedure
2 .
Check that the correct cable is used
and that it is securely connected
3 .
Contact DUKANE service
Servo param select by
inertia failed
Servo tuning data not
found for the tooling inertia
entered
1 .
Tooling inertia entered is
outside allowable range
2 .
Servo tuning database is
missing
1 .
Enter tooling inertia within limits stated
in this manual
2 .
Contact DUKANE regarding importing
servo tuning database
Slide In timeout
Slide did not move to the
commanded position within
the allowable time
1 .
Air pressure to slide too low
2 .
Slide limit switch improperly
positioned
3 .
Slide jammed
1 .
Increase air pressure
2 .
Adjust slide switch position
3 .
Ensure slide can move freely
Slide Out timeout
see Slide In timeout fault
Spin aborted
Weld cycle was aborted
Internal machine error
Contact DUKANE service
Spin at travel limit
Number of servo motor
rotations has exceeded
controller counting
capability
Weld time or number of rotations
too large
Reduce weld time, distance, or number of
rotations
Table 9-II
Machine Display Messages