Dukane Dual Servo Spin Welder 403570-01 User Manual
Page 50
Dual Servo Spin Welder User’s Manual
Dukane Manual Part No. 403-570-01
Page 44
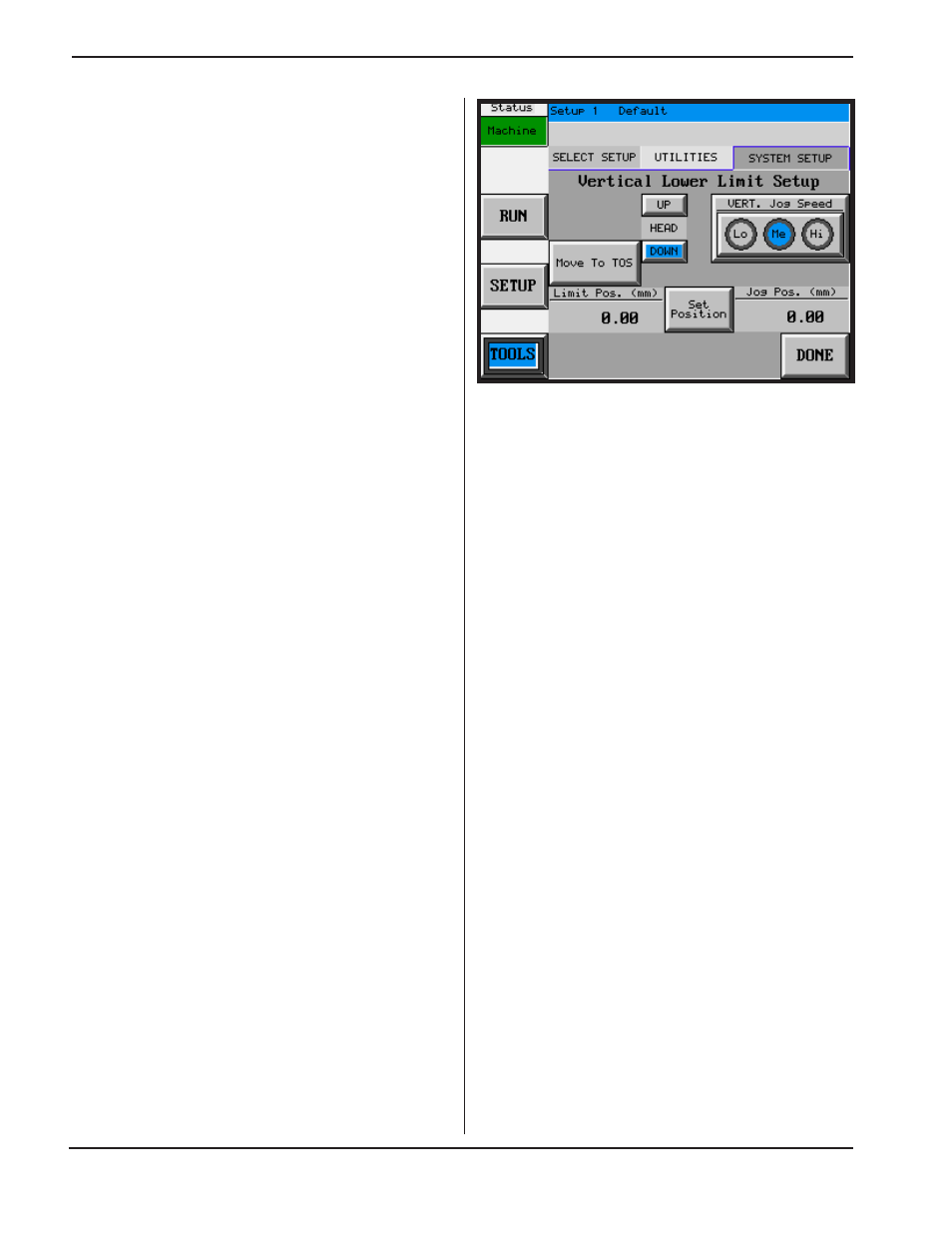
[.15 in.] above tooling contact, if possible) and press
the
Set Position
button. The stop block will be moved
up, and a flashing circle will appear next to the
DOWN
button when this process is complete, indicating that
the proximity switch is active. Press the
DONE
button
to return to the
SYSTEM SETUP
screen.
The
Data Export
button controls whether the weld
parameter data displayed on the
RUN
screen (Weld Time,
Rotations, etc.) is sent out to a computer connected to
the welder after each cycle (refer to Chapter 8). Pressing
the button toggles between
On
and
Off
states.
The
Graph Export
button controls whether the weld
profile data captured for the last weld is sent out to a
computer connected to the welder after each cycle
(refer to Chapter 8). This data includes the spin torque,
spin orientation, vertical thrust, vertical position, and
vertical speed. It is displayed in graphical format
in the Utility and can be exported to an ASCII file.
Pressing the button toggles between
On
and
Off
states.
The time required to transfer the data for this option
can be significant (several seconds, depending on weld
duration) and may adversely affect cycle rate as the
welder will not be ready to run another cycle until the
transfer is complete.
The
Start Type
button toggles from
Manual
to
Automatic
each time it is pressed. Manual is used for most
operations.
Automatic
is used in an automated
system and requires a switch closure contact on the User
I/O HD-15 connector (see Figure 3–9). A pinout of the
User I/O connector and automation wiring information
are provided in Appendix A.
Figure 5–34
Vertical Lower Limit Setup Screen
with Set Position Button