Run mode, Screen layout – Dukane Dual Servo Spin Welder 403570-01 User Manual
Page 35
Dukane Manual Part No. 403-570-01
Page
Section 5 - Touch Screen Menus
RUN Mode
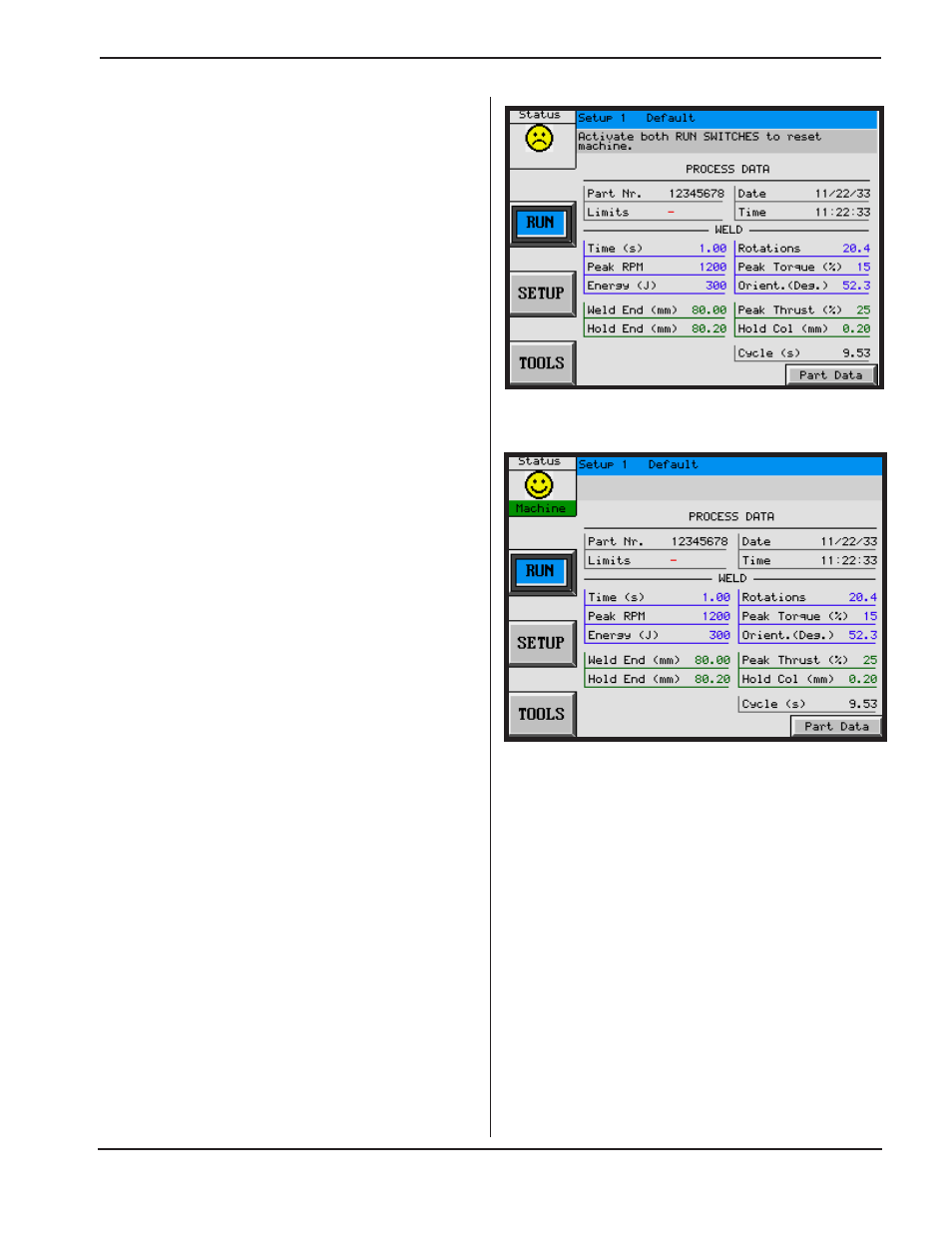
When the welder is first turned on after the E-Stop
switch is reset (see Figure 4-4), the STARTUP screen
is displayed as shown in Figure 5–1 directing the
operator to Activate both RUN SWITCHES to reset
machine. Press both switches simultaneously and hold
until a beep sounds, which will take several seconds.
A second beep will sound a few seconds after the first,
indicating that the welder is ready to run a weld cycle
(the bar under the smiley face will become green at
the same time). The message area is now clear and the
STATUS icon in the upper left has changed to a smiley
face with a green band below it as shown in Figure
5–2. If, when the switches are activated as described
above, the tooling hub begins to oscillate instead of
rotating smoothly, press the E-Stop and then check
that the correct tooling inertia is entered as described
later in this manual in the
SETUP
Menu (under
TOOL
SETUP
).
Screen Layout
The screen has the same basic layout for most of the
selected operations. The STATUS icon indicates the
ready state of the machine. To the right of the icon is
the name of the currently loaded
Setup File
. Below
the file name is the
Message Area
. The three mode
select buttons on the left side below the status icon
select either a Run mode (
RUN
), a Weld Setup screen
(
SETUP
), or the Setup Utilities screen (
TOOLS
). The
selected mode is indicated by a darkened button. The
center of the screen displays the parameters from the
last weld cycle. The
Part Data
button on the right
displays a report of previously welded parts.
The screen shots on this page all show the
RUN
mode.
The
RUN
screen is the default startup screen. This
screen needs to be selected in order to initiate a weld
cycle. Just below the
PROCESS DATA
label as shown
in Figure 5-2, there are a number of fields containing
part data. The
Part Nr
. field identifies the current
sequential part number. The
Limits
field indicates if the
last weld was within programmed process limits and
displays “–” if no limits were violated, “
S
” for suspect
part, “
B
” for a bad part, or “
E
” for an error. A suspect or
Figure 5–1
Startup Screen With E-Stop Cleared
Figure 5–2
Run Mode Screen With Welder Reset