Ivoclar Vivadent IPS e.max CAD-on User Manual
Page 7
7
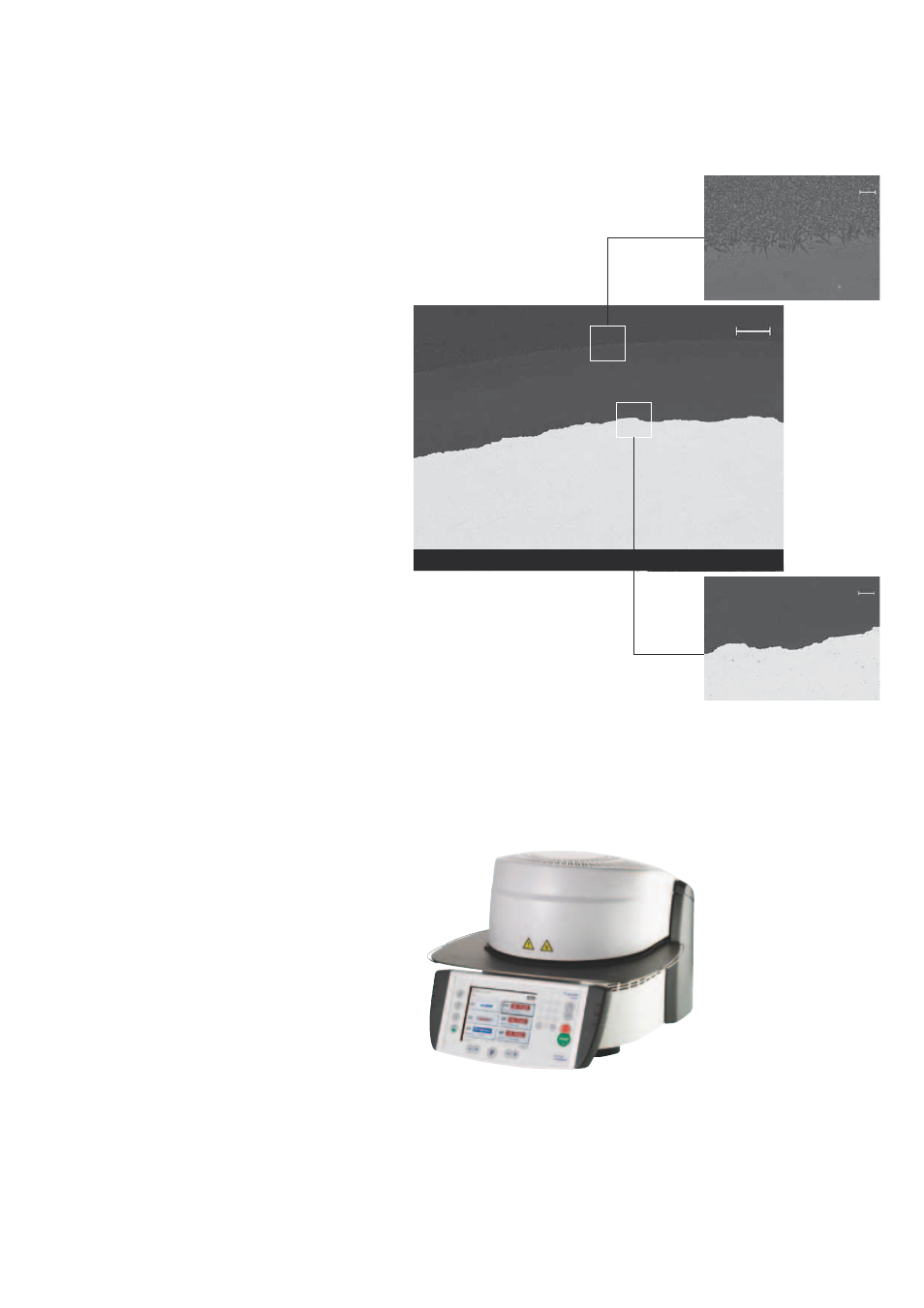
After the IPS e.max CAD-on Fusion/Crystallization
firing at 840°C / 1544 °F the sintered material
exhibits a high strength of 160 MPa and forms a
homogeneous bond both to the IPS e.max ZirCAD
freamework and the IPS e.max CAD veneering
structure. This homogeneous bond is clearly visible
on both material interfaces in SEM images.
The sintering temperature of IPS e.max CAD
Crystall./Connect has been adjusted to the
crystallization temperature of IPS e.max CAD so
that the fusion process and the crystallization of
IPS e.max CAD can be conducted in one firing
(Fusion/Crystallization firing).
The IPS e.max CAD crystallization program was
used as a basis for the IPS e.max CAD-on Fusion/
Crystallization firing. The pre-drying of the restora-
tion including the fusion area is an important par-
tial step of the firing process. As the even drying
of the fusion glass-ceramic takes place through
the fusion gap, the fused restoration must be pre-
dried. The specific pre-drying takes place by
means of a controlled process in a suitable ceramic
furnace. An insufficient or too quick a drying
might result in the veneering structure being
completely or partially lifted off the framework.
Furthermore, the heating rate and the holding
time at 820 °C / 1508 °F have been adjusted so as
to ensure an even heating of the entire restora-
tion. At the end of the program cycle, the long-
term cooling has been expanded to 600 °C / 1112 °F.
Due to the complexity of the specially developed
firing program, the ceramic furnace must meet
strict requirements.
IPS e.max ZirCAD
IPS e.max CAD Crystall./Connect
IPS e.max CAD
IPS e.max CAD-on fusion area
100 µm
10 µm
10 µm