Crystallization and firing parameters – Ivoclar Vivadent IPS e.max CAD Abutment Solutions User Manual
Page 64
64
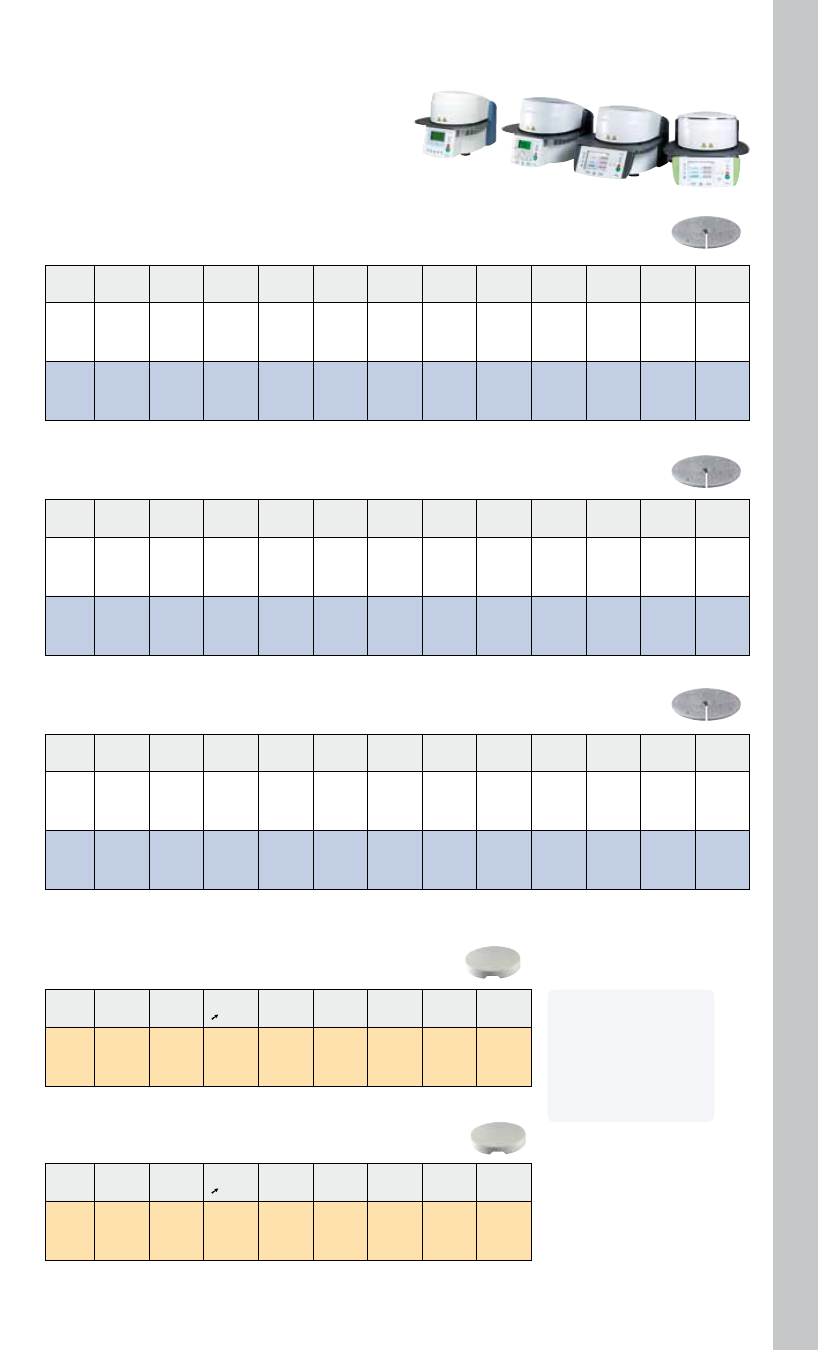
Crystallization and Firing Parameters
Crystallization/Combination firing:
IPS e.max CAD
MO
–
optional
for
LT
with or without application of IPS e.max CAD Crystall./ materials
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
1
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
1
[min]
Heating rate
t
2
[°C/°F/min]
Firing
temperature
T
2
[°C/°F]
Holding time
H
2
[min]
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Cooling rate
t
l
[°C/°F/min]
Programat
P300
P500
P700
403/757
06:00
60/108 770/1418
00:10
30/54
850/1562
10:00
550/770
1022/1418
770/850
1418/1562 700/1292
0
Programat
CS
Program 7
403/757
06:00
60/108 770/1418
00:10
30/54
850/1562
10:00
550/770
1022/1418
770/850
1418/1562 700/1292
0
Crystallization/Combination firing:
IPS e.max CAD
LT
–
not
suitable for
MO
with or without application of IPS e.max CAD Crystall./ materials
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
1
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
1
[min]
Heating rate
t
2
[°C/°F/min]
Firing
temperature
T
2
[°C/°F]
Holding time
H
2
[min]
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Cooling rate
t
l
[°C/°F/min]
Programat
P300
P500
P700
403/757
06:00
90/162 820/1508
00:10
30/54
840/1544
07:00
550/820
1022/1508
820/840
1508/1544 700/1292
0
Programat
CS
Program 1
403/757
06:00
90/162 820/1508
00:10
30/54
840/1544
07:00
550/820
1022/1508
820/840
1508/1544 700/1292
0
Corrective firing – Characterization/Glaze firing
IPS e.max CAD
MO
,
LT
with IPS e.max CAD Crystall./ materials
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
1
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
1
[min]
Heating rate
t
2
[°C/°F/min]
Firing
temperature
T
2
[°C/°F]
Holding time
H
2
[min]
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Cooling rate
t
l
[°C/°F/min]
Programat
P300
P500
P700
403/757
06:00
90/162 820/1508
00:10
30/54
840/1544
03:00
550/820
1022/1508
820/840
1508/1544 700/1292
0
Programat
CS
Program 3
403/757
06:00
90/162 820/1508
00:10
30/54
840/1544
03:00
550/820
1022/1508
820/840
1508/1544 700/1292
0
Characterization/Glaze firing
with
IPS e.max Ceram Shades, Essences, Glaze
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
[min]
Vacuum 1
V
1
[°C/°F]
Vacuum 2
V
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Programat
P300
P500
P700
403/757
06:00
60/108 770/1418
1:00 –
2:00
450/842 769/1416 500/932
Corrective firing
with
IPS e.max Ceram Add-On
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
[min]
Vacuum 1
V
1
[°C/°F]
Vacuum 2
V
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Programat
P300
P500
P700
403/757
06:00
50/90
700/1292
01:00 450/842 699/1290 500/932
General Information
– Material Selection T
able | Crystallization and Firing Parameters
Note:
If the layer thickness is less
than 2 mm on the
IPS e.max CAD object,
long-term cooling (L) is not
required.