Requirements when ripping, Operation no. 5 - out-ripping and in-ripping – Sears 113.19771 User Manual
Page 26
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
1
.
2
.
3.
4.
5.
6
.
REQUIREMENTS WHEN RIPPING
(OPERATIONS 5 AND 6)
Carriage lock knob must be locked.
Radial arm must be locked in 0° position.
Work must be held firmly against table and fence while
feeding through.
Guard spreader and antikickback (AKB) assembly must
be
properly
set.
OBSERVE
INSTRUCTIONS
IN
PARAGRAPH,
"POSITIONING
GUARD,
AND
ANTIKICKBACK
AND
SPREADER
ASSEMBLY
FOR
RIPPING"
UNDER
"LOCATION
AND
FUNCTION
OF CONTROLS".
Blade should be sharp and correctly set.
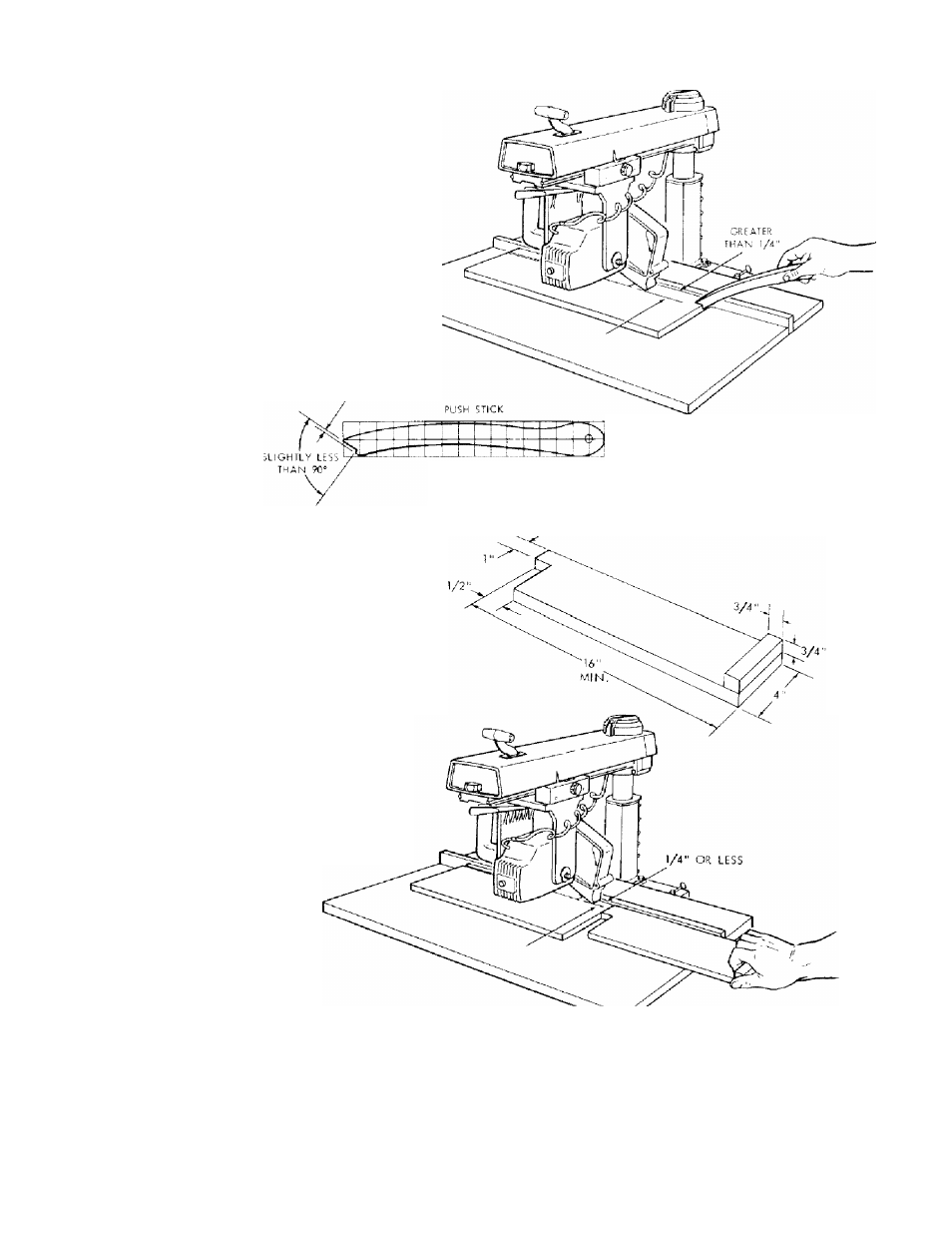
When ripping narrow stock, less than 6 inches but more
than 1/4 inch between the guard and the fence (guide),
use a "Push Stick" at least 1/4" thick and at least 16"
long so the workpiece is clear of the blade before your
hand contacts the guard.
S
l i g h t l y
l e s s
t h a n
THICKNESS OF WORKPIECE
JP TO 3/8"
(1-lNCH SQUARES)
PLYWOOD
7.
When ripping stock 1/4 inch or less between the blade
and fejice (guide) use a Pusher Board.
Pusher board should not
be
less than 4 inches wide and
16 inches long. Nail or glue a 3/4 x 3/4 x 4 inch block
TO
one edge of pusher board
to be
used as a grip.
The pusher board should be fed into the blade behind
the stock being ripped until the stock is clear of the rear
of the blade (not more than 8 inches so as not to strike
antikickback iiawls) and then pulled back with use of
the grip.
8.
Hands must be kept well away from saw blade.
9.
Saw blade MUST be parallel to fence, to minimise
possibility of kickbacks.
10.
For every new width of cut, a new PUSHER BOARD
must be used.
11. The pusher board should be the same thickness as the
workpiece. No thinner for strength, or no thicker since
the
nose
of
the
guard
must
clear
the
top
of
the
workpiece with minimum clearance.
OPERATION No. 5 - OUT-RIPPING
AND IN-RiPPING
Ripping
is
the
process
of
sawing
the
workpiece
by
feedirig it into the saw blade when using the fence as a
guide and as a positioning device to obtain the desired
width of cut. The sawblade is parallel to the fence.
WARNING:
N E V E R
R I P
FREE-HAND.
BEFORE
R I P P I N G ,
M A K E
S U R E
THE
GUARD,
AND
ANTIKICKBACK
AND
SPREADER
ASSEMBLY
ARE
SET UP PROPERLY. ALSO, MAKE SURE THE SAW
BLADE
IS
PARALLEL
WITH
THE
FENCE.
NEVER
RIP
WORKPIECES
SHORTER
THAN
THE
SAW
BLADE DIAMETER.
26