Parts contact diagram – Sonics E-Press User Manual
Page 18
Sonics E-Press Manual
Page 18
programmed velocities can reach the desired position within the timer/energy settings. Velocity
settings and distances, timers, limits and amplitude settings are all interactive and must be
considered when setting up a stepper application.
13. The system should be ready to try a weld, be sure that parts are installed prior to initiating a weld
cycle. Don’t damage the fixture or horn.
14. Simultaneously press the left and right palm buttons (black buttons) on the press base to begin a
weld cycle.
Further adjust the settings as necessary to produce the optimum weld cycle time by using the shortest
practical travel distance. If the Upper Tolerance number can be made smaller, the parts will be found faster
which also improves the cycle time. The Lower Tolerance number should be adjusted so that when no parts
are installed, the system will not hit the lower fixture! This is the end of the parts search zone which will cause
the system to retract if no parts are found! Do not allow the horn to contact the fixture.
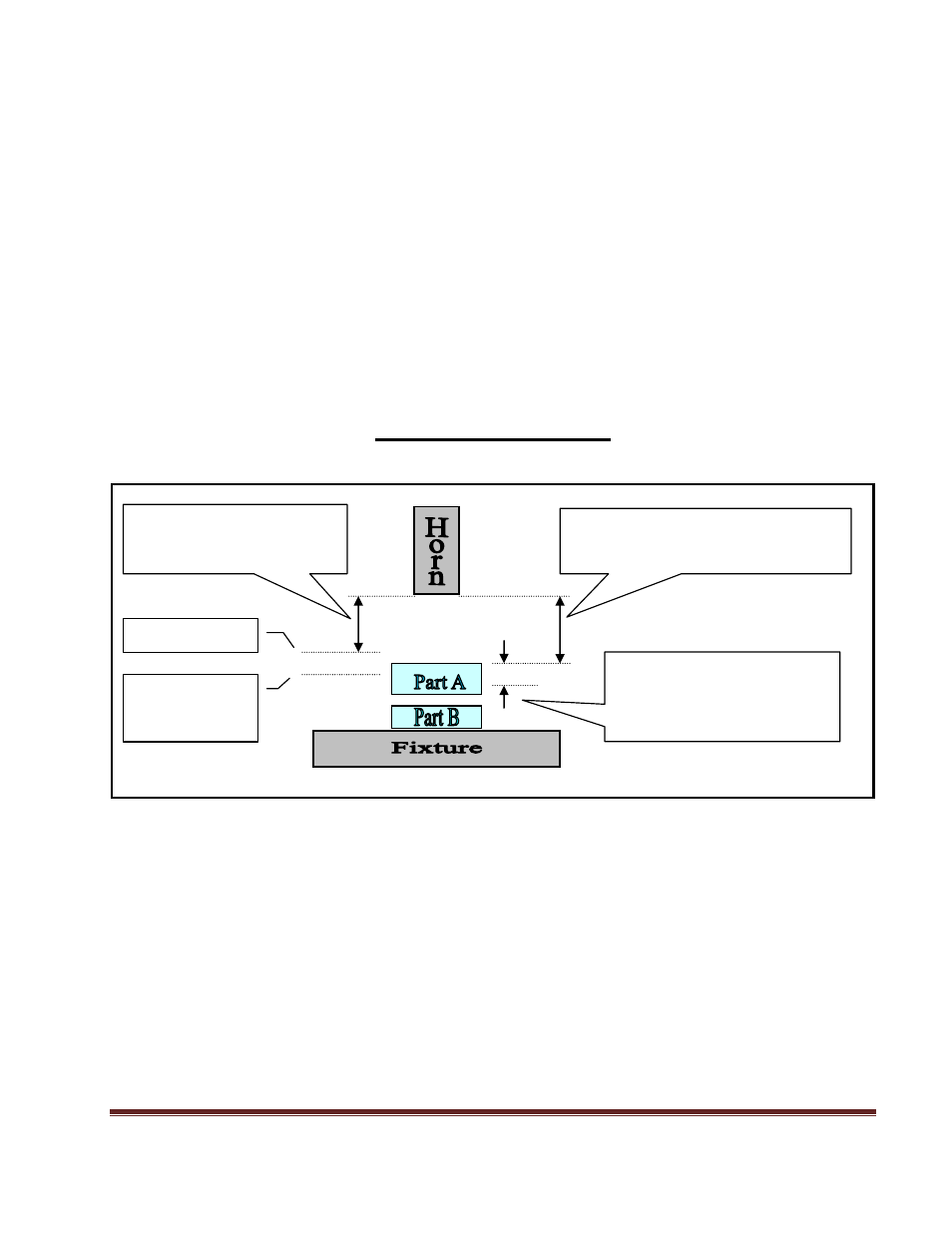
Parts Contact Diagram
Teach Position - The Distance to
unwelded parts with the programmed
force applied.
Upper Tolerance
Lower Tolerance
marks the end of
the search zone.
Parts Search Zone - Begin
searching for parts here.
(Teach minus upper tolerance)
Weld Distance - The incremental
weld distance is referenced from
the parts found position each
cycle.