Bout, Utter, Ushings – Conair SC-5 User Manual
Page 107
A
PPENDIX
C-3
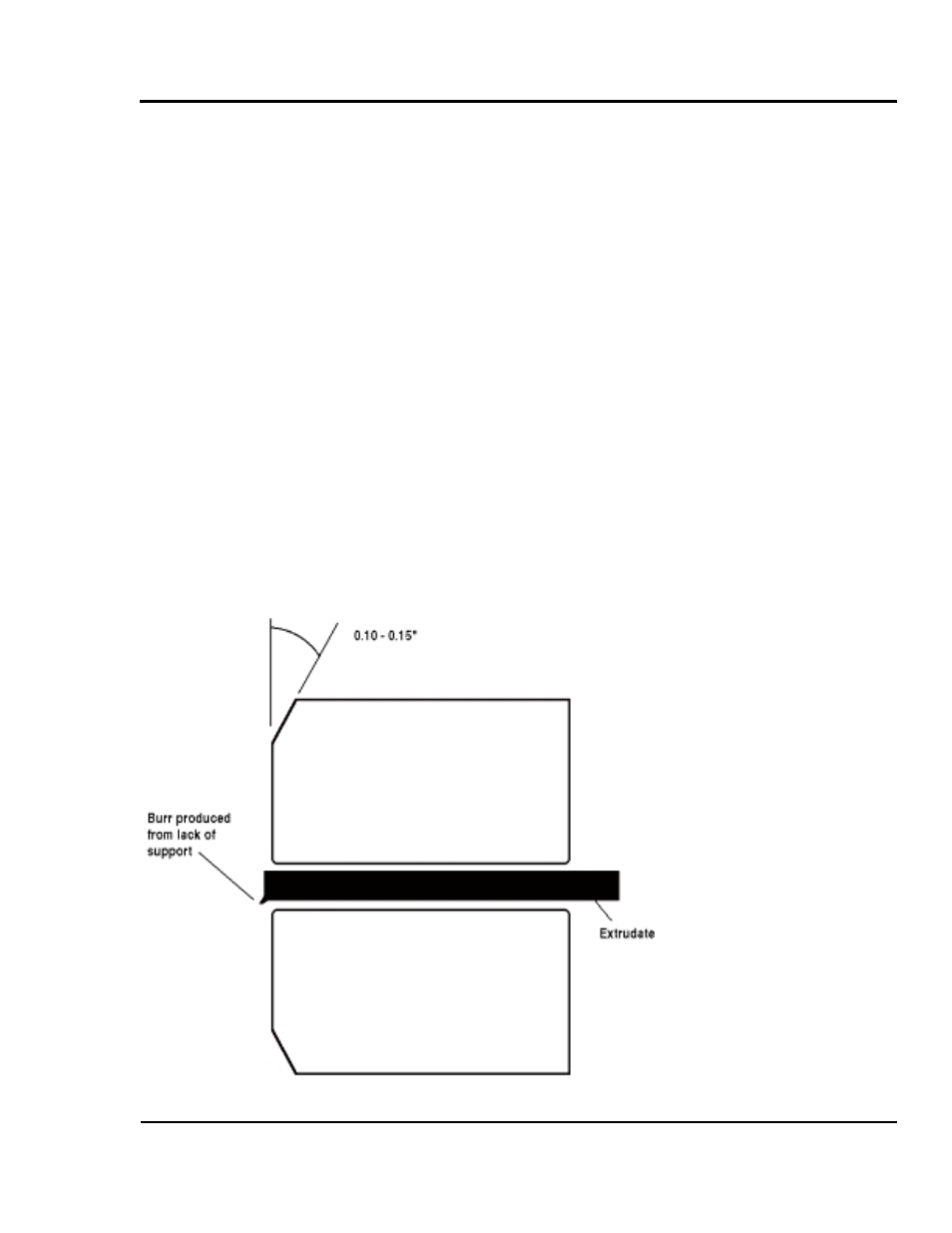
Cutter bushing shear surface quality
Similar to a dull pair of scissors, if the cutter bushing shear
surface is not sharp the tube or profile is not supported to the
side of the blade and the cut will not be clean. In some cases,
the entrance of the downstream cutter bushing is slightly
radiused to minimize jamming. While this practice helps
accommodate bushing bores that are not quite aligned, it has a
negative effect on cut quality.
● The shear surface of both the upstream and downstream
cutter bushings should be sharp and bored to the same
size. NOTE: In high speed cutting applications, the down-
stream bushing is sometimes bored 0.005” larger than the
upstream bushing to minimize jamming. Deburr the edge
after the boring operation, but be careful to remove only
the burr and not the edge.
● Leave a minimum land of 1/8 - 1/4” on the face of the
cutter bushing beyond the bore. Angle the rest of the
bushing face with a 10-15 degree lead-in.
A
LL
A
BOUT
C
UTTER
B
USHINGS
UGE059/1003
A
LL
A
BOUT
C
UTTER
B
USHINGS