Section alignment – Great Plains 3N4010HDA Operator Manual User Manual
Page 62
58
3N-4010HDA
Great Plains Manufacturing, Inc.
196-444M
2013-09-24
Section Alignment
To check and adjust section alignment:
6.
Unfold drill, see “Unfolding” on page 26, and place a
block ahead of each wing gauge wheel. Pull drill for-
ward against blocks to rock frames back. Pull forward
until stop bolts are firmly against toolbars.
Refer to Figure 56
7.
Check for proper alignment by running a string line
across back of drill toward outer ends of wings. Mea-
sure to the back face of the tool bar supporting the
row units.
For proper alignment, outside ends of wings (dimen-
sion
) should be 0-to-
1
⁄
4
in (0-to-6.4mm) ahead of
inside ends (dimension
).
Refer to Figure 57
8.
To adjust section alignment, shorten or lengthen stop
bolts to change the contact point with the toolbars.
Adjust stop bolts
in or out until dimension
is 0 to
1
⁄
4
in greater than dimension
.
Lack of proper fold cylinder adjustment can cause diffi-
culties with gauge wheels by not allowing full rotation of
gauge wheel arm assemblies.
Note: If you have trouble getting a section aligned, it may
be necessary to adjust fold cylinders, see “Adjust-
ing Fold Cylinders” on page 55. Do not
over-adjust or you may cause fold latching prob-
lems.
Note: Section alignment, fold cylinder and tongue
spacer shim adjustments are closely interrelated
and may have to be adjusted in tandem. Adjust
fold cylinders to enable complete 90 degrees of
travel to latch wings and to unfold for section align-
ment. Then adjust tongue shims to remove as
much play as possible in transport without pre-
venting proper latch operation.
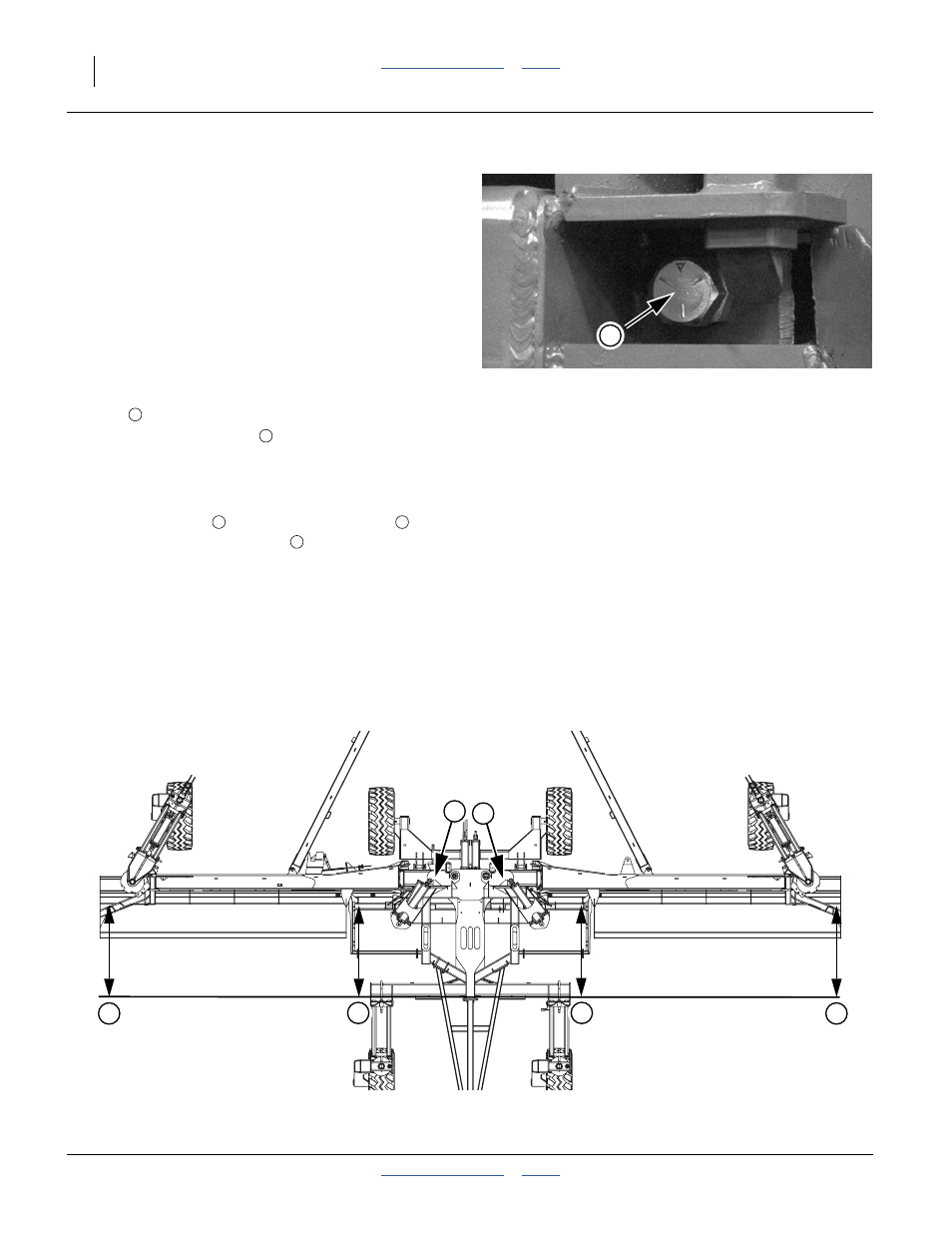
Figure 56
Stop Bolt
20317
7
Figure 57
Section Alignment
27119
7
7
8
9
8
9
9
8
7
9
8