Tweco CE PAK Master 150XL Without Latch Circuit User Manual
Page 38
OPERATION
4-6
Manual 0-2696
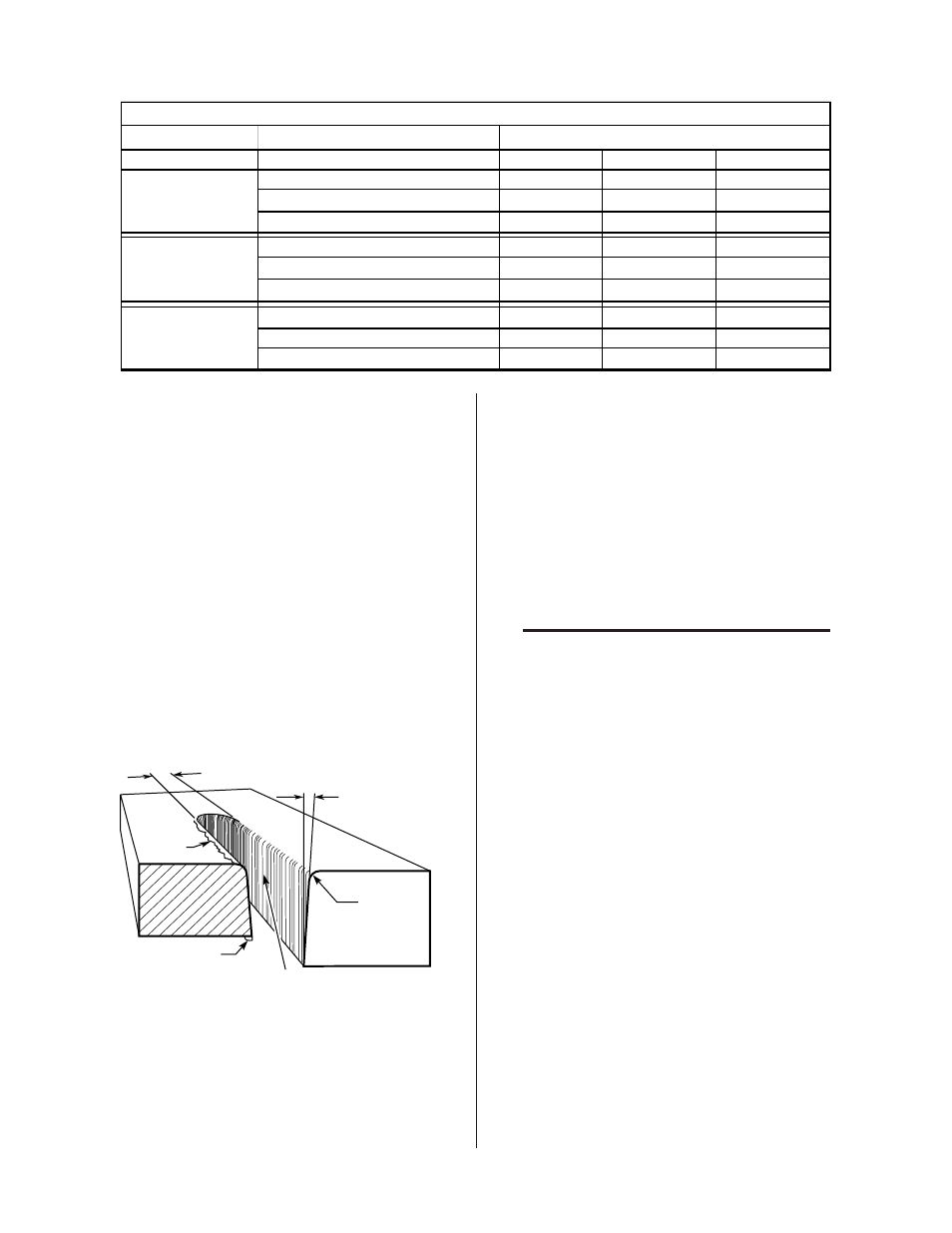
Rounding on the top edge of a cut due to wearing from the
initial contact of the plasma arc on the workpiece.
Dross Build-up and Top Spatter
Dross is molten material which is not blown out of the cut
area and re-solidifies on the plate. Top spatter is dross
which accumulates on the top surface of the workpiece.
Excessive dross may require secondary clean-up opera-
tions after cutting.
Kerf Width
The width of material removed during the cut.
Nitride Build-up
Nitride deposits which may remain on the surface of the
cut when nitrogen is present in the plasma gas stream.
Nitride buildups may create difficulties if the material is
welded after the cutting process.
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007
Figure 4-7 Cut Quality Characteristics
Cut quality will vary on different types of and material thick-
nesses. The table shows the cut quality that can be expected
from this equipment for materials with a thickness from gage to
1-1/2 inches (38.1 mm):
Cut Quality on Various Materials
Types of Material
Type of Gases
Material Thickness
Carbon Steel
Stainless
Aluminum
Air Plasma and
Gage (0.5 mm)
Excellent
Good-Excellent Good-Excellent
Air Secondary
Gage to 1 inch (0.5 mm - 25.4 mm)
Excellent
Good
Good
1 to 1-1/2 inch (25.4 mm - 38.1 mm)
Excellent
Good
Good
Nitrogen Plasma
Gage (0.5 mm)
NR
Good-Excellent Good-Excellent
and Air or CO2
Gage to 1/2 inch (0.5 mm - 12.7 mm)
NR
Good-Excellent Good-Excellent
Secondary
1/2 to 1-1/2 inch (12.7 mm - 38.1
mm)
NR
Good-Excellent Good-Excellent
Ar/H2 Plasma and
Gage to 1/4 inch (0.5 mm - 6.4 mm)
NR
NR
NR
N2 or CO2
1/4 to 1-1/4 inch (6.4 mm - 31.8 mm)
NR
Good
Excellent
Secondary
1/2 to 1-1/2 inch (12.7 mm - 38.1
mm)
NR
Good
Excellent
Description of Cut Characteristics
Excellent
- Minimum bevel (0 - 4°), minimum kerf (2 x tip orifice
diameter), little or no dross, smooth cut surface.
Good
- Slight bevel (0 - 10°), slightly wider kerf (2-1/2 x tip
orifice diameter), some dross (easily removed), me-
dium-smooth cut surface, slight top edge rounding.
Fair
- Excessive bevel (over 10°), wide kerf (over 2-1/2 x tip
orifice diameter), medium to heavy dross, rough cut sur-
face, top edge rounding.
NOTES
Cut quality depends heavily on set-up and pa-
rameters such as torch standoff, alignment with
the workpiece, cutting speed, gas pressures, and
operator ability.