06 cut quality – Tweco PakMaster 100XL Plus User Manual
Page 27
Manual 0-2784
21
SECTION 4: OPERATION
B. Check primary power source as follows:
1. Check the power source for proper input voltage. Make
sure the input power source meets the power require-
ments for the unit per Section 2.03-A, Specifications/
Design Features.
2. Connect the input power cable (or close the main dis-
connect switch) to supply power to the system.
C. Gas Selection
Select desired gas (air or nitrogen). Make sure gas source
meets pressure and flow requirements (refer to Section
3.08, Gas Connections). Check connection and turn gas
supply on.
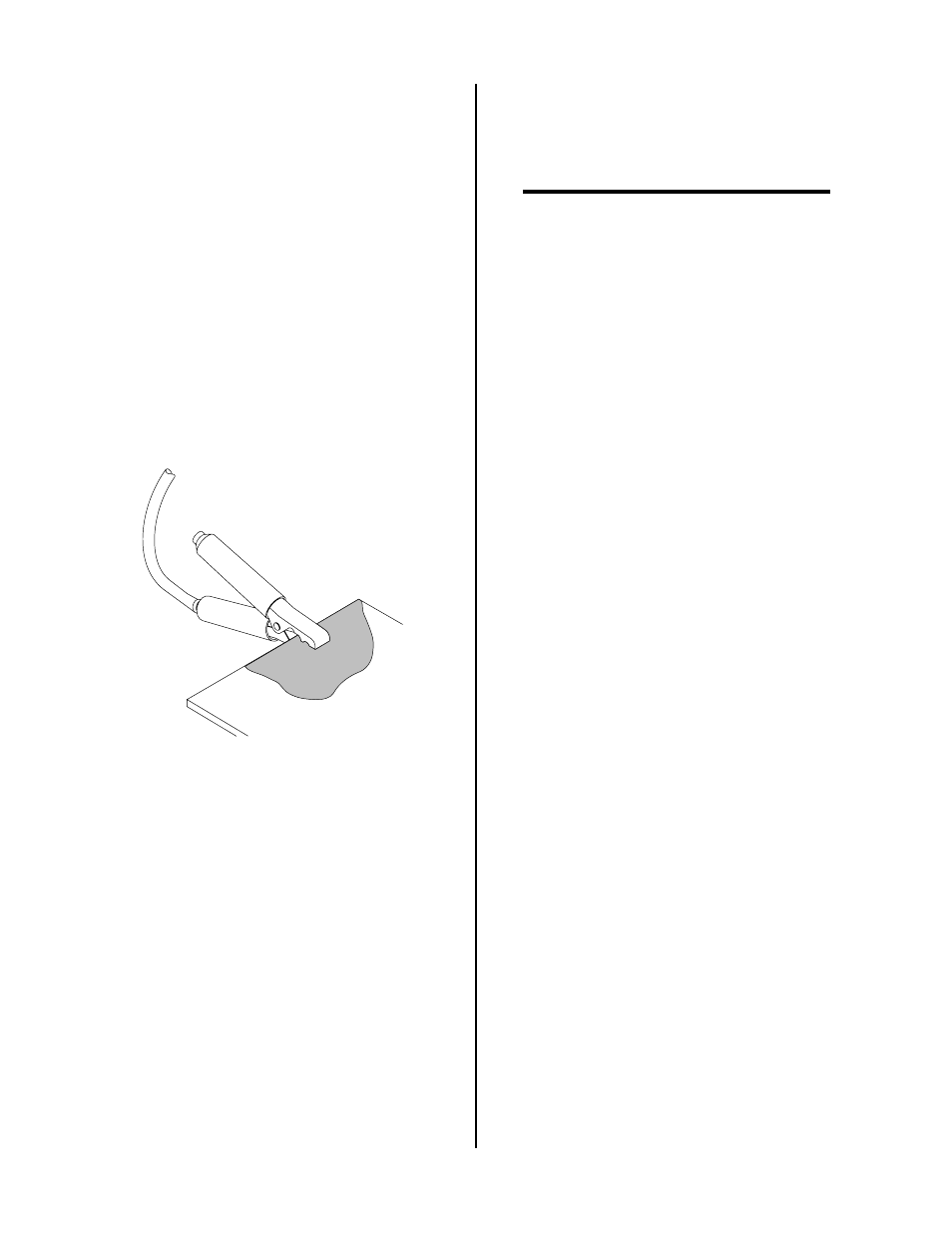
D. Work Cable Connection
Check for a solid and clean work cable connection to the
workpiece. The area must be free from paint and rust.
Make a solid work cable
connection to the work-
piece or cutting table
A-00925
Figure 4-8 Work Cable Connection To Workpiece
E. Torch Connection
Check that the torch is properly connected.
F. Power Supply On
Move the ON/OFF switch to ON position.
G. Select Output Current
Select the desired current output level for the operation.
• 15 to 80 amps for standoff cutting and gouging
• 15 to 35 amps for drag cutting
H. Set Operating Pressure
Move the RUN/SET/LATCH switch to SET position. Ad-
just the gas pressure to 70 psi (4.8 bar).
I. RUN/SET/LATCH Switch
Set the RUN/SET/LATCH switch to RUN position.
The system is now ready for operation.
NOTE
For general cutting, use the RUN position which
provides normal touch operation where the torch
switch must be held throughout the main arc trans-
fer.
For specific applications, use the LATCH position
where the torch switch can be released after the main
arc transfer. The torch remains activated until the
main arc breaks from the workpiece.
4.06 Cut Quality
Cut quality requirements differ depending on applica-
tion. For instance, nitride build-up and bevel angle may
be major factors when the surface will be welded after
cutting. Dross-free cutting is important when finish cut
quality is desired to avoid a secondary cleaning opera-
tion.
The following cut quality characteristics are illustrated
in Figure 4-9 below:
Cut Surface
The condition (smooth or rough) of the face of the cut.
Bevel Angle
The angle between the surface of the cut edge and a plane
perpendicular to the surface of the plate. A perfectly per-
pendicular cut would result in a 0° bevel angle.
Top-Edge Rounding
Rounding on the top edge of a cut due to wearing from
the initial contact of the plasma arc on the workpiece.
Dross Build-up and Top Spatter
Dross is molten material which is not blown out of the
cut area and re-solidifies on the plate. Top spatter is dross
which accumulates on the top surface of the workpiece.
Excessive dross may require secondary clean-up opera-
tions after cutting.
Kerf Width
The width of material removed during the cut.
Nitride Build-up
Nitride deposits which may remain on the surface of the
cut when nitrogen is present in the plasma gas stream.
Nitride buildups may create difficulties if the material is
welded after the cutting process.