05 preparations for operating, A. torch parts selection – Tweco PakMaster 100XL Plus User Manual
Page 26
SECTION 4: OPERATION
20
Manual 0-2784
5. Place RUN/SET/LATCH switch to RUN mode.
a. Gas flow stops.
b. GAS indicator turns OFF.
6. Protect eyes and press or activate torch switch
a. Gas pre-flows starts.
b. GAS indicator turns ON.
7. After gas pre-flow (approximately 2 seconds)
a. Power supply enabled.
b. DC indicator turns ON.
c. Pilot relay closes.
8. Pilot arc is established
9. Move Torch within transfer distance of workpiece.
a. Main arc transfer.
b. Pilot arc OFF.
10. Optional - Place RUN/SET/LATCH to LATCH
mode.
NOTE
For general cutting, use the RUN position which
provides normal touch operation where the torch
switch must be held throughout the main arc trans-
fer.
For specific applications, use the LATCH position
where the torch switch can be released after the main
arc transfer. The torch remains activated until the
main arc breaks from the workpiece.
11. Complete cutting operation.
NOTE
If the torch is lifted from the workpiece while the
torch switch is still activated, the main arc will
stop and the pilot arc will automatically restart.
12. Release or deactivate the torch switch.
a. Main arc stops.
b. Pilot arc stops (power supply enable signal re-
moved).
NOTES
If torch is activated during post-flow, pilot arc will
immediately restart.
If torch is within 3/8 in (9.5 mm) transfer distance
of workpiece, main arc will transfer.
13. Gas will flow for 20 seconds (post-flow).
a. Gas solenoid closes
b. Gas flow stops.
c. GAS indicator turns OFF.
14. Place the ON/OFF power switch on the front panel
of the unit to OFF
a. AC Power indicator turns OFF.
b. Fans turn OFF.
15. Place the main power disconnect to open.
a. Main AC power is removed from the system.
4.05 Preparations for Operating
Follow this set-up procedure each time the system is op-
erated:
WARNING
Disconnect primary power at the source before dis-
assembling the power supply, torch, or torch leads.
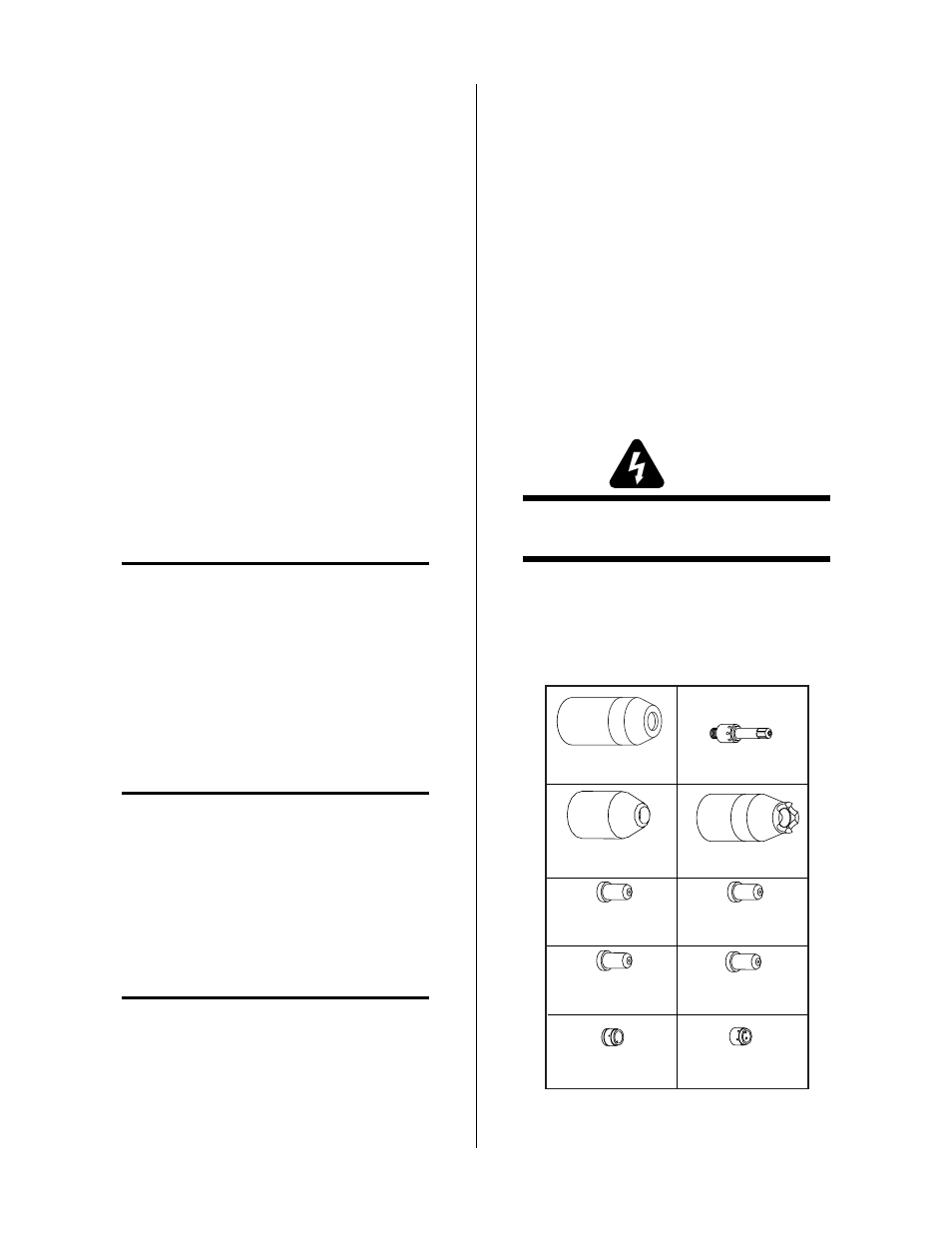
A. Torch Parts Selection
Check the torch for proper assembly and appropriate front
end torch parts. The torch parts (shield cup, tip and elec-
trode) must correspond with the type of operation (cut-
ting or gouging).
Standard Shield Cup
Catalog No. 8-7500
Cutting Tip, Air/N2
55 Amp (0.047 in)
Catalog No. 8-7504
Gas Distributor, Gouging
Catalog No. 8-7508
A-02474
Crown Shield Cup
Catalog No. 8-7507
Drag Cutting Tip, Air/N2
35 Amp (0.039 in)
Catalog No. 8-7503
Gouging Tip, Air
(0.073 in)
Catalog No. 8-7506
Gas Distributor, Cutting
Catalog No. 8-7501
Electrode, Air/N2
Catalog No. 8-7502
Cutting Tip, Air/N2
80 Amp (0.055 in)
Catalog No. 9-7728
Copper Shield Cup
Catalog No. 8-7496
Figure 4-7 Parts Selection (PCH/M-80)