Spannkraft-diagramm, Fehlererkennung und deren behebung – ROHM RKK / RKH NC-Compact vices User Manual
Page 19
19
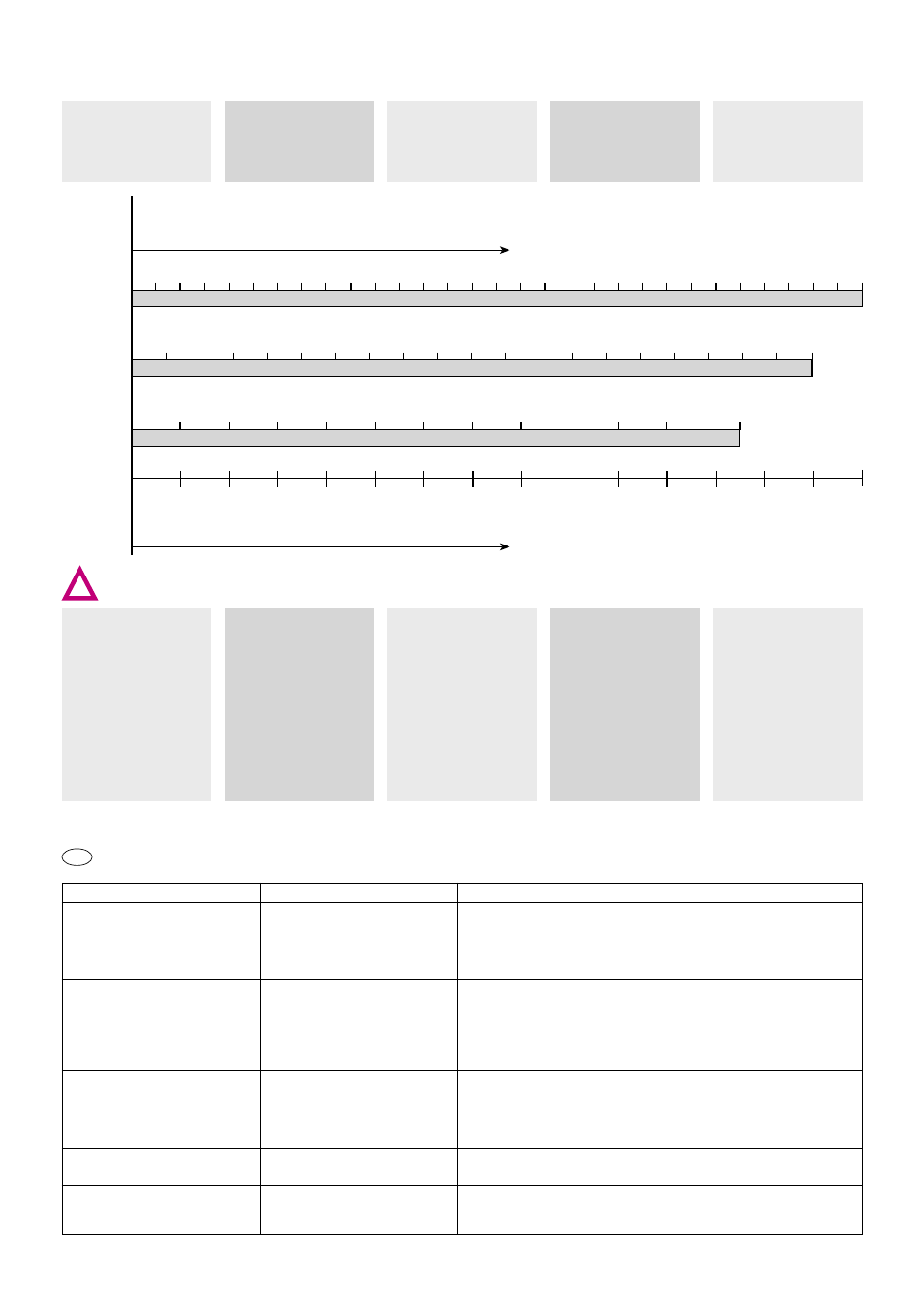
9. Spannkraft-Diagramm
– Diagramm of clamping forces – Diagrammè force de serrage –
Diagramma forze di serraggio – Diagrama de la fuerza de sujeción
10. Fehlererkennung und deren Behebung
– trouble shooting –
Détection d’erreurs et leur élimination – Possibili anomalie e loro eliminazione – Fallos posibles y su eliminación
NC-Kompakt-
Spanner RKH:
RKH NC
compact vice:
Etau CN
compact RKH:
Dispositivo
compatto di
serraggio RKH
NC:
Mordazas
compactas
CN RKH:
Die angegebenen Spann-
kräfte sind Richtwerte.
Sie gelten bei ordnungs-
gemäßer Wartung und
Abschmierung nach Her-
stellerempfehlung. Drücke
über 300 bar beschädigen
den Kompakt-Spanner.
Beispiel: Ein Druck von
140 bar ergibt bei der
Größe 3 annähernd eine
Spannkraft von 2000 daN.
The specified clamping
forces are approximate
values based on proper
maintenance.
Pressure over 300 bar
use compact vice.
Example: in the case of
size 3, a pressure of 150
bar produces a clamping
force of approximately
2000 daN.
Les forces de serrage
ici données n’ont qu’une
valeur indicative et ne
s’appliquent qu’à des étaux
en parfait état et parfaite-
ment entretenus.
Une pression supérieure à
300 bar endommage l’étau.
Exemple: Une pression de
150 bar correspond, sur un
étau de taille 3, à peu près
à une force de serrage de
2000 daN en parfait état.
Le forze di serraggio indi-
cate sono valori orienta-
tivi, da considerarsi validi
in caso di appropriata
manutenzione.
Pressioni oltre 300 bar
possono danneggiare il
dispositivo di serraggio.
Es.: Una pressione di
150 bar determina, con
la misura 3, una forza
di serraggio pari a circa
2000 daN.
Los valoros de sujeción
indicados son valores
de orientación. Estos
encuentran aplicación en
caso de un mantenimien-
to en debida forma.
Presiones superiores a
300 bar danan el amarre
compacto.
Ejemplo: Un presión
de 150 bar ofrece en el
tamaño 3 casi una fuerza
de sujeción de 2000 daN.
RKH: maximale Spannkraft wird
nicht erreicht
Zu geringe Spanngenauigkeit
Zu großes Abheben des Werk-
stückes
Schwergängigkeit von
Spindel und Spannschieber
ungünstige Spannanlage
Grundkörper-Innenraum durch
Späne stark verschmutzt
Einsatz entsprechender Niederzugbacken
Kompakt-Spanner reinigen und an beiden Schmiernippeln mit Fett F 91
abschmieren, ggf. komplett demontieren, reinigen und neu einfetten
a) unsachgemäße Aufspannung
b) Schraubstock-Auflage une-
ben
oder verschmutzt
a) Aufspannempfehlungen beachten, siehe Punkt 4., evtl. zusätzliche
Abstützung des Grundkörpers bei stirnseitiger Aufspannung
b) Auflagefläche säubern, gegebenenfalls nacharbeiten
Störung
Ursachen
Behebung
RKK: maximale Spannkraft wird
nicht erreicht
a) Werkstück gibt zu stark nach
(Unebenheit, Schmutz oder
Gratbildung usw.)
b) zu geringes Auskupplungs-
moment
a) Hydraulik-Aggregat nicht
richtig eingestellt
b) Hydraulik-System nicht
entlüftet
c) Spannbacke steht zu weit
vom Werkstück entfernt
a) Druck im Aggregat auf den richtigen Wert einstellen, siehe Punkt 9.
b) Entlüften, siehe Punkt 3.2.
c) Spannbacke bis auf 3 – 4 mm an das Werkstück heranführen
a) Werkstück spanngerecht vorbereiten! Bei Unebenheit des Werkstü-
ckes mechanisch vorspannen, siehe 6.1.
b) Kupplungsbolzen (04) und/oder Druckfeder (09) von Spindel erneuern
!
D
Größe
Size
Réf.
Grand.
Tamaño
Spannkraft in daN/Clamping force in daN/
Force de serrage en daN/Forza di serraggio in daN/
Fuerza de sujeción en daN
Druck in bar/Pressure in bar/Pression en bar/Pressione in bar/Presión en bar
400 800
300
400 8
20 40 60
280
250
4/5
3
2
➞