Advertencia, Warning, Avertissement – Lincoln Electric IMT545 AC-225 GLM User Manual
Page 25
25
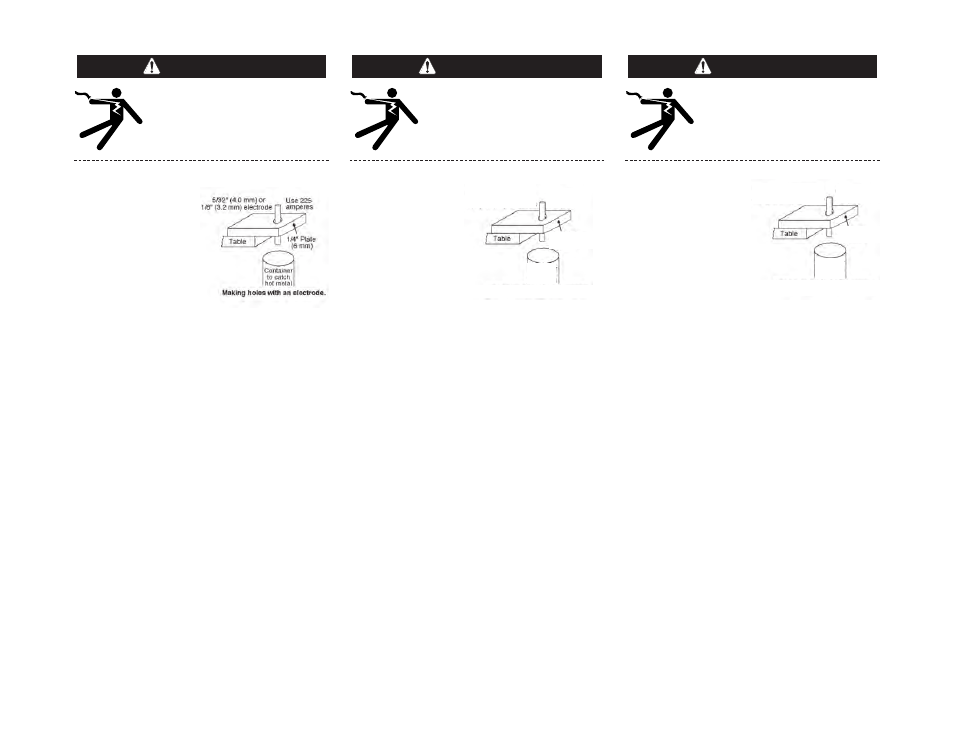
Piercing Holes
1. Welder
setting:
Maximum (225 amps).
2. Electrode: 1/8” (3.2mm)
or
5/32"
(4.0mm)
Fleetweld 180.
3. Hold the electrode with a
long arc perpendicular
over the spot where the
hole is to be made.
4. When the metal is
molten, push the elec-
trode through the molten
puddle.
5. Give the molten metal a chance to fall through the hole.
6. Circle with a long arc around the edge of the hole until
the desired diameter hole has been made.
If the electrode is pushed through too soon it will stick in
the puddle. Be sure the metal is molten before pushing
through .
NOTE: On heavy metal (5/16" (7.9mm) or thicker), posi-
tion the plate to be pierced vertically, and the electrode hor-
izontally. This allows the molten metal to drip away freely
as you are boring through.
Perforaciones
1. Programación de la
soldadora: al máximo
(225 amperes).
2. Electrodo: Fleetweld
180 (E6011) de 3.2
mm (1/8") o 4.0 mm
(5/32").
3. Mantenga el electrodo
con un arco largo
perpendicular sobre
área donde se realizará
la perforación.
4. Cuando el metal se funda empuje el electrodo a través del
charco de soldadura.
5. Permita que el metal fundido caiga a través del orificio.
6. Realice movimientos circulares con un arco largo
alrededor del borde del orificio hasta que se logre el
diámetro deseado.
Si el electrodo se empuja antes de tiempo se pegará en el
charco de soldadura. Asegúrese de que el metal se haya
fundido antes de empujar el electrodo.
NOTA: En metales gruesos (7.9 mm (5/16") o más
grueso), coloque de forma vertical la placa que va a
perforarse y utilice el electrodo de forma horizontal. Esto
permite que el metal derretido gotee libremente a medida
que realiza la perforación.
Electrodo de 4.0
mm (5/32") o de
3.2 mm (1/8")
Utilice 225
amperes
Placa 6.4 mm
(1/4")
Perforación con un electrodo
La
DESCARGA
ELECTRICA
puede causar la muerte.
Al sumerjir el electrodo mantenga sus
guantes y ropa secos. Nunca sujete un
electrodo con las manos mojadas.
ADVERTENCIA
ELECTRIC SHOCK can kill.
When soaking electrode keep your gloves
and clothing dry. Never dip an electrode
holder in water..
WARNING
Perçage de trous
1. Réglage de la source de
courant : maximum (225
A).
2. Diamètre de l'électrode
Fleetweld 180 : 1/8 (3,2
mm) ou 5/32 po (4 mm).
3. Tenir l'électrode avec un
arc long perpendiculaire à
la plaque dans laquelle on
doit percer le trou.
4. Une fois que le métal est
fondu, pousser l'électrode
dans le bain de fusion.
5. Laisser le métal fondu s'égoutter du trou.
6. Faire des cercles avec un arc long tout autour du bord du
trou pour obtenir un trou du diamètre voulu.
Si l'on enfonce l'électrode trop tôt elle se colle dans le bain
de fusion. S'assurer que le métal est fondu avant de la
pousser.
NOTA : Sur les pièces épaisses de 5/16 po (7,9 mm) ou
plus, placer la plaque à percer à la verticale, et l'électrode à
l'horizontale. Cela permet au métal fondu de s'égoutter
librement pendant qu'on perce.
LES CHOCS ÉLECTRIQUES peu-
vent être mortels.
Quand on trempe les électrodes, garder
les gants et les vêtements secs.
Ne
jamais tremper un porte-électrode dans
l'eau.
AVERTISSEMENT
Électrode 5/32 ou
1/8 po
Utiliser
180 A
Plaque 1/4 po
Perçage de trous avec une électrode.