Lincoln Electric IMT545 AC-225 GLM User Manual
Page 24
24
After welding Cast Iron, protect the casting against fast
cooling. Put it in a sand (or lime) box.
If sand or lime is not available, cover it with sheet metal or
any other non-flammable material that will exclude drafts
and retain heat.
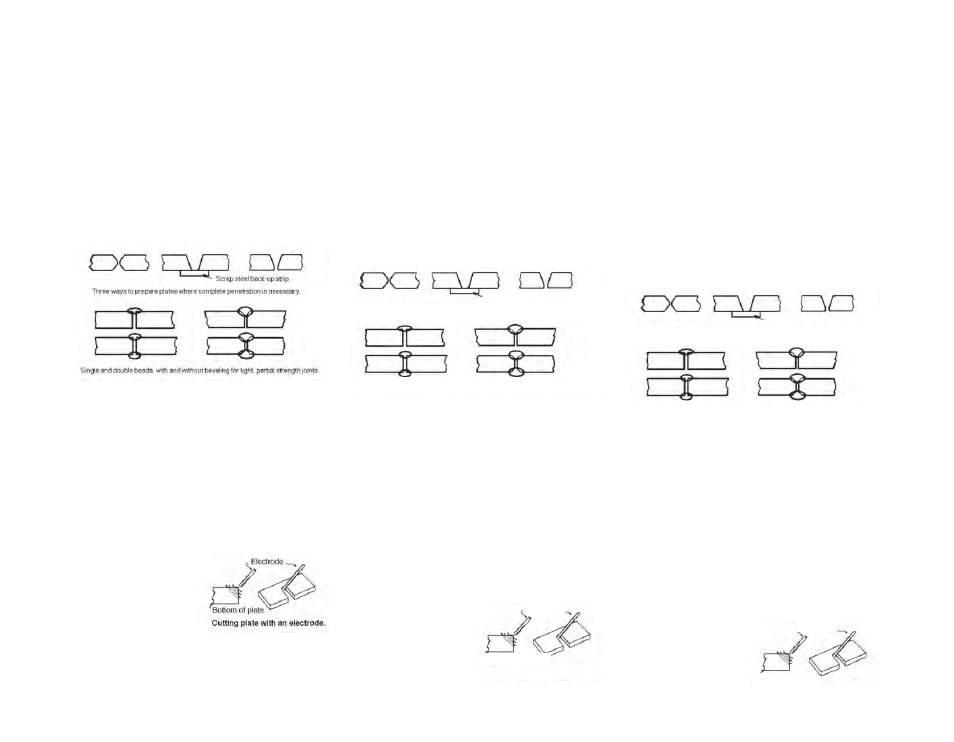
Cast Iron Plate Preparation
Wherever practical, the joint to be welded should be “veed”
out by grinding or filing to give complete penetration. This
is especially important on thick castings where maximum
strength is required. In some instances a back-up strip may
be used and plates may be gapped 1/8" (3.2mm) or more.
On sections where only a sealed joint is required and
strength is not important, the joint may be welded after
slightly veeing out the seam as shown.
Cutting Do not exceed the Duty Cycle — See page
10
The arc welder and the electrode can be used for cutting
steel and cast iron. Follow this procedure:
1. Use 1/8:” (3.2mm) or 5/32" (4.0mm) Fleetweld 180
electrode.
2. Set welder on maximum (225 amps).
3. Hold long arc on edge of metal, melting it.
4. Push the arc through the molten metal, forcing it to fall
away.
5. Raise the electrode, and start over again.
The important thing is to continue this up-and-down, saw-
ing motion, melting the metal and pushing it away.
If a lot of cutting is to be
done, soak each electrode in
water for a minute or two. It
keeps them cooler, and the
electrodes last longer.
Después de soldar hierro vaciado, proteja la pieza fundida
contra un enfriamiento rápido. Póngala en una caja con
arena (o cal).
Si no cuenta con arena o cal, cubra la pieza con hojas
metálicas o cualquier otro material no inflamable que eviten
las corrientes de aire y conserve el calor.
Preparación de una placa de hierro vaciado
Si es posible, la junta que se soldará debe prepararse
limándola en forma de "V" para lograr una penetración
completa. Esto es especialmente importante en piezas
fundidas gruesas donde se requiere máxima resistencia. En
algunos casos, puede utilizarse una pieza de respaldo y las
placas pueden separarse 3.2 mm (1/8") o más.
Las secciones que únicamente se requieran unir y la dureza
no es importante, la junta puede soldarse después de
esmerilar ligeramente las partes en forma de "V" como se
muestra a continuación.
Corte (No exceda el ciclo de trabajo - véase la
página 10)
La soldadora de arco y el electrodo pueden utilizarse para
cortar acero y hierro vaciado. Siga este procedimiento:
1. Utilice un electrodo Fleetweld 180 de 3.2 mm (1/8") o
4.0 mm (5/32").
2. Ajuste el amperaje de la soldadora al máximo (225
amperes).
3. Mantenga un arco largo en el borde del metal,
derritiéndolo.
4. Empuje el arco a través del metal derretido, forzándolo a
caer.
5. Retire el electrodo y comience otra vez.
Lo importante es continuar este movimiento hacia arriba y
hacia abajo y de un lado a otro derritiendo el metal y
empujándolo.
Si se va a realizar gran
cantidad de corte, sumerja
cada electrodo en agua
durante uno o dos minutos.
Esto los mantiene más fríos
y los hace más duraderos.
Tres formas para preparar placas donde se necesita una penetración completa
Pieza de respaldo de acero
Cordones sencillos y dobles con y sin biselado en forma de V para uniones firmes y
parcialmente resistentes.
Electrodo
Parte inferior de la placa
Cortando Placa con un electrodo
Après avoir soudé la fonte, protéger la pièce moulée contre
un refroidissement rapide. La placer dans un contenant de
sable ou de chaux.
Si l'on ne dispose pas de sable ou de chaux, couvrir la pièce
à l'aide de tôles ou de tout autre matériau ininflammable qui
la protégeront contre les courants d'air et conserveront la
chaleur.
Préparation de la plaque en fonte
Quand cela est possible, on doit effectuer une préparation
en V en meulant ou en limant les pièces pour obtenir une
pénétration complète. Ceci est particulièrement important
sur les pièces moulées épaisses nécessitant une résistance
maximale. Dans certains cas, on peut utiliser un support à
l'envers et on peut écarter les pièces de 1/8 po (3,2 mm) ou
plus.
Dans le cas des sections ne nécessitant qu'un joint étanche
et pour lesquelles la résistance n'est pas importante, on peut
souder l'assemblage après avoir légèrement chanfreiné les
bords.
Coupage (Ne pas dépasser le facteur de marche -
Voir la page 10.)
On peut utiliser la source de courant de soudage et l'élec-
trode pour couper l'acier et la fonte. Suivre ce mode opéra-
toire :
1. Utiliser une électrode Fleetweld 180 de 1/8 po (3,2 mm)
ou de 5/32 po (4 mm).
2. Régler la source de courant au maximum (225 A).
3. Maintenir un arc long sur le bord du métal, et faire fon-
dre celui-ci.
4. Pousser l'arc dans le métal fondu, pour faire tomber
celui-ci.
5. Relever l'électrode et recommencer.
Il est important de continuer ce mouvement de sciage, de
haut en bas, pour faire fondre le métal et le chasser.
Si l'on doit effectuer de gros
travaux de coupage, tremper
chaque électrode dans l'eau
pendant une ou deux min-
utes. Cela permet de les
garder fraîches et elles
durent plus longtemps.
Trois façons de préparer les bords quand une pénétration complète est nécessaire.
Morceau de ferraille utilisé comme support à l'envers
Cordons simples et doubles avec et sans chanfreinage pour obtenir des
joints soudés étanches et à résistance moyenne.
Électrode
Fond de la plaque
Coupage d'une plaque avec une électrode.