Lincoln Electric IMT545 AC-225 GLM User Manual
Page 22
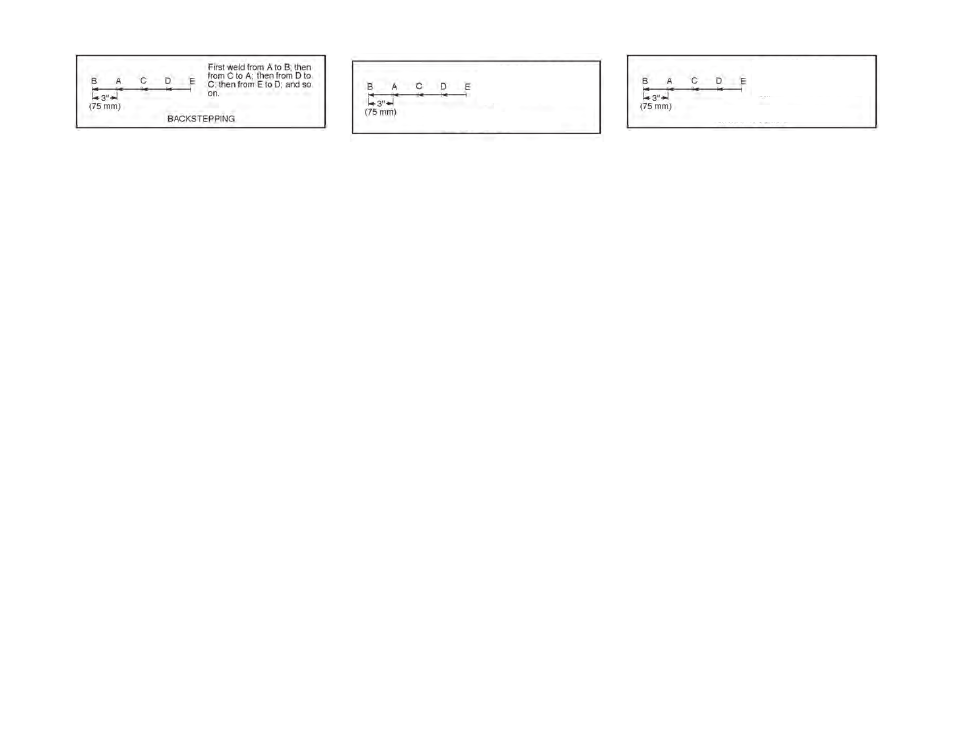
Backstepping greatly reduces the chances for cracking of
the share, and it also greatly reduces possible warpage.
NOTE: The entire process is rather fast. Many beginners
go much to slow when hardfacing plow shares, running the
risk of burning through the thin metal.
Hardfacing of Idler and Roller
(Metal to Metal Wear)
A very common application of hardfacing for metal to
metal wear is the hardfacing of idlers and rollers and the
rails that ride on these rollers and idlers.
The reason for hardfacing these parts is primarily monetary.
A few dollars worth of electrode will completely build up a
roller or idler, and the hard surface will outlast several times
the normal life or such rollers and idlers.
If the following procedure is followed, it is not even neces-
sary to remove the grease bearing while welding. This will
save a lot of time:
1. The roller (or idler) is inserted on a piece of pipe that is
resting on two sawbucks. This enables the operator to
turn it while welding.
2. Use Wearshield™ BU electrodes, 5/32" (4.0mm) at 175
amps or 3/16" (4.8mm) at 200 amps.
3. Weld across the wearing surface. Do not weld around.
4. Keep the roller (or idler) cool by quenching with water,
and by stopping the welding periodically. This will pre-
vent shrinking of the roller (or idler) on the grease bear-
ing.
5. Build-up to dimension. The weld metal deposited by
Wearshield™ BU electrode is often so smooth that
machining or grinding is not necessary.
NOTE: The quenching of the roller (or idler) has another
purpose: It increases the hardness — and thus the service
life — of the deposit.
The hardfacing of the rails is a lot easier:
1. Place the rails with the side that rides on the rollers and
idlers upwards.
2. Use Wearshield™ BU electrodes. Same ampere setting
as on the idlers and rollers.
La méthode de soudage à pas de pèlerin diminue consid-
érablement les risques de fissuration du soc et réduit égale-
ment de façon importante le gauchissement éventuel.
NOTA : Toute l'opération est plutôt rapide. De nombreux
débutants procèdent bien trop lentement quand ils rechar-
gent les socs de charrue, et risquent de trouer le métal
mince.
Rechargement dur des galets et rouleaux
(usure
métal-métal)
On a très souvent recours au rechargement dur pour com-
battre l'usure métal-métal des galets et rouleaux et des rails
qui se déplacent sur ceux-ci.
Le rechargement est effectué sur ces pièces principalement
pour une raison monétaire. En effet, quelques dollars
dépensés en électrode permettront de recharger complète-
ment un galet ou un rouleau et la durée de vie de la surface
rechargée sera plusieurs fois supérieure à la durée de vie
normale de ces rouleaux et galets.
Si l'on suit la méthode suivante, il n'est même pas néces-
saire d'enlever le palier graisseur pendant le soudage. Ceci
permettra de gagner beaucoup de temps :
1. On fait glisser le rouleau (ou le galet) sur une longueur
de tuyau appuyée sur deux chevalets. Cela permet à
l'opérateur de le tourner pendant le soudage.
2. Utiliser les électrodes Jet-LH® BU-90 de 5/32 po (4
mm) à 175 A ou de 3/16 po (4,8 mm) à 200 A.
3. Déposer le cordon sur la surface d'usure parallèlement et
pas perpendiculairement au tranchant.
4. Refroidir le rouleau (ou le galet) en le trempant dans
l'eau et en arrêtant l'opération de soudage de temps en
temps. Cela empêchera le galet (ou le rouleau) de se
contracter sur le palier graisseur.
5. Recharger aux dimensions. Le métal de soudure déposé
par l'électrode BU-90 est souvent si lisse qu'un usinage
ou un meulage ne sont pas nécessaires.
NOTA : La trempe du rouleau (ou du galet) a un autre
objectif - elle augmente la dureté et par conséquent la durée
de vie du dépôt.
Le rechargement dur des rails est bien plus facile :
1. Placer les rails de sorte que le côté qui se déplace sur les
rouleaux et galets soit vers le haut.
2. Utiliser les électrodes Jet-LH BU-90. Adopter le même
réglage d'intensité que pour les galets et rouleaux.
22
El método regresivo realmente reduce las posibilidades de
que la reja se agriete y también disminuye en gran medida
la posibilidad de que ésta se distorsione.
NOTA: El proceso completo es un tanto rápido. Muchos
principiantes van más lento cuando realizan el recubrimien-
to duro en rejas de arado, arriesgándose a sufrir una que-
madura a través del metal delgado.
Recubrimiento duro de ruedas y rodillo
(desgaste
de metal por metal)
Una aplicación muy común de recubrimiento duro para el
desgaste de metal por metal es el recubrimiento duro de
ruedas, rodillos y de los rieles que se utilizan en los mismos.
La razón de un recubrimiento duro para estas partes es bási-
camente económica. La inversión en electrodos vale la
pena, ya que se reconstruye completamente una rueda o
rodillo y la superficie dura mucho más que un rodillo o
rueda normal.
Si se sigue el procedimiento que se muestra a continuación,
no es necesario eliminar el rodamiento de grasa mientras se
suelda. Esto le ahorrará mucho tiempo:
1. El rodillo (o gobernador) se inserta en un tubo que des-
canse sobre dos caballetes. Esto permite que el operador
lo gire mientras suelda.
2. Utilice electrodos Wearshield™ BU, 4.0 mm (5/32") a
175 amperes o 4.8 mm (3/16") a 200 amperes.
3. Suelde a lo largo de la superficie que se desgasta. No
suelde alrededor.
4. Mantenga el rodillo (o rueda) frío sumergiéndolo en agua
y deteniendo el trabajo de soldadura periódicamente.
Esto evitará que el rodillo (o rueda) se contraiga en el
rodamiento de grasa.
5. Recúbralo hasta darle la dimensión deseada. El metal de
soldadura depositado por el electrodo Wearshield™ BU
a menudo es tan suave que no es necesario esmerilarlo o
pulirlo.
NOTA: Enfriar el rodillo (o rueda) tiene otro propósito:
aumentar la dureza y por lo tanto, la vida útil del depósito.
El recubrimiento duro de los rieles es mucho más fácil:
1. Coloque los rieles con la parte donde se deslizan los
rodillos y gobernadores hacia arriba.
2. Utilice electrodos Wearshield™ BU. Se utiliza el
mismo amperaje que en los gobernadores y rodillos.
METODO REGRESIVO
Primero suelde de A a B;
después, de C a A; continúe de
D a C y de E a D y así sucesi-
vamente.
MÉTHODE À PAS DE PÈLERIN
Commencer d'abord à souder
de A à B, puis de C à A, puis de
D à C, puis de E à D, etc.