Lincoln Electric IMT545 AC-225 GLM User Manual
Page 18
18
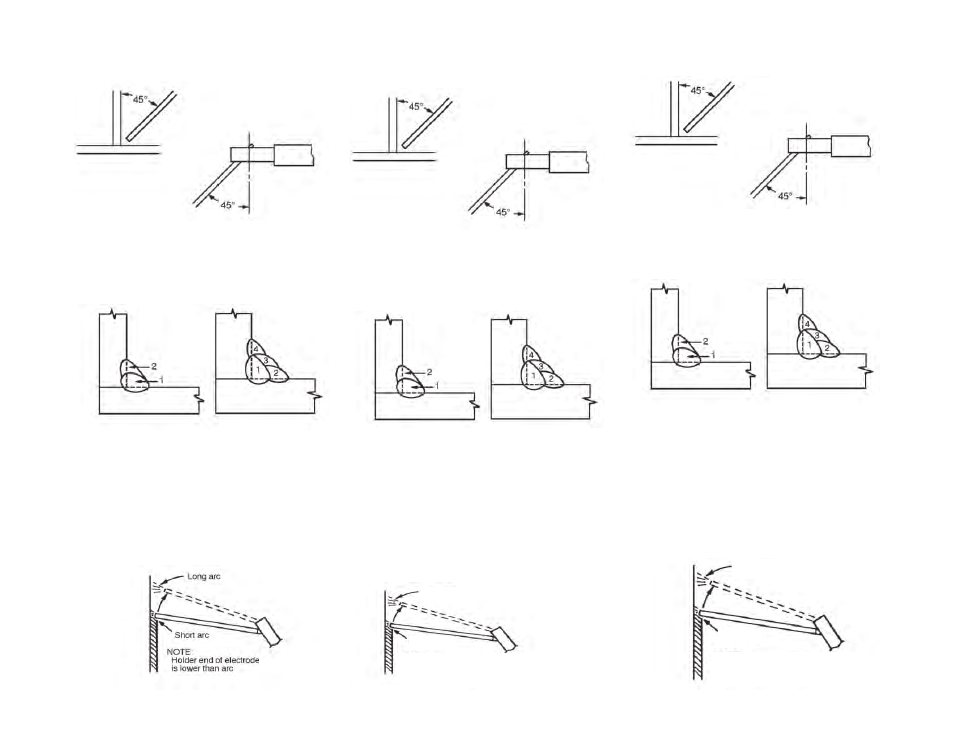
To make it easy to get the 45° angle, it is best to put the
electrode in the holder at a 45° angle, as shown:
Multiple Pass Welds
Make multiple pass horizontal fillets as shown in the
sketch. Put the first bead in the corner with fairly high cur-
rent. Hold the electrode angle needed to deposit the filler
beads as shown putting the final bead against the vertical
plate.
Welding in the Vertical Position
Welding in the vertical position can be done either vertical-
up or vertical-down. Vertical-up is used whenever a large,
strong weld is desired. Vertical-down is used primarily on
sheet metal for fast, low penetrating welds.
Vertical-Up Welding
The problem, when welding vertical-up, is to put the molten
metal where it is wanted and make it stay there. If too much
molten metal is deposited, gravity will pull it downwards
and make it “drip.’’ Therefore a certain technique has to be
followed:
Para lograr mantener un ángulo de 45°, es mejor colocar el
electrodo en el portaelectrodos en un ángulo de 45°, como se
muestra a continuación:
Soldaduras de pasadas múltiples
Realice soldaduras de filete en forma horizontal de pasadas
múltiples como se muestra en la figura. Ponga el primer cordón en
la esquina, utilizando una corriente verdaderamente alta.
Mantenga el ángulo del electrodo que se necesita para depositar los
cordones de relleno como se muestra, colocando el cordón final
contra la placa vertical.
Soldadura en posición vertical
La soldadura en posición vertical puede realizarse, ya sea en forma
ascendente o descendente. La soldadura vertical ascendente se
utiliza cuando se desea una soldadura resistente y grande. La
soldadura vertical descendente se utiliza principalmente en hojas
metálicas para soldaduras rápidas y de baja penetración.
Soldadura en dirección vertical ascendente
El problema, cuando se suelda en forma vertical y ascendente, es
colocar el metal derretido donde se desea y lograr que permanezca
en esa posición. Si se deposita demasiado metal derretido, la
gravedad lo atraerá hacia abajo y hará que "gotee". Por lo tanto,
deben seguirse ciertas técnicas:
Arco largo
Arco corto
NOTA: El extremo del portaelectrodo donde se
encuentra el electrodo está más abajo que el arco
Pour obtenir facilement l'angle à 45°, placer l'électrode à 45° dans
le porte-électrode comme on l'illustre ci-après :
Soudures multipasses
Faire des soudures d'angle multipasses à l'horizontale comme l'il-
lustre le schéma. Déposer le premier cordon dans l'angle avec un
courant suffisamment élevé. Maintenir l'angle de l'électrode néces-
saire pour déposer les cordons de remplissage comme l'indique l'il-
lustration en déposant le cordon final contre la plaque verticale.
Soudage en position verticale
Dans cette position, on peut souder soit en montant soit en descen-
dant. On soude à la verticale en montant quand on veut obtenir une
soudure large et résistante. On soude principalement à la verticale
en descendant sur les tôles pour obtenir des soudures rapides et à
faible pénétration.
Soudage à la verticale en montant
Quand on soude à la verticale en montant, le problème est de plac-
er le métal fondu à l'endroit désiré et de l'y faire rester. Si l'on
dépose trop de métal fondu, celui-ci est attiré vers le bas par grav-
ité et il «s'égoutte». Par conséquent, il faut suivre une certaine
technique :
Arc long
Arc court
NOTA: L'extrémité porte-électrode est
plus basse que l'arc.