Lincoln Electric IMT545 AC-225 GLM User Manual
Page 23
23
3. Build-up to size.
4. Do not quench. This will make the deposit slightly soft-
er than the deposit on the idlers and rollers. That means
that the wear will primarily be on the rails, which are a
lot easier and less time-consuming and cheaper to build-
up.
NOTE: The same electrode — Wearshield™ BU — will give the
operator two desired hardnesses, just by a difference in cooling
rate, making it possible to put the hardest deposit on the most
expensive parts.
NOTE: The outside of the rails (the side that comes in contact with
the ground) should be surfaced with Wearshield™ ABR, since this
side has Metal to Ground wear.
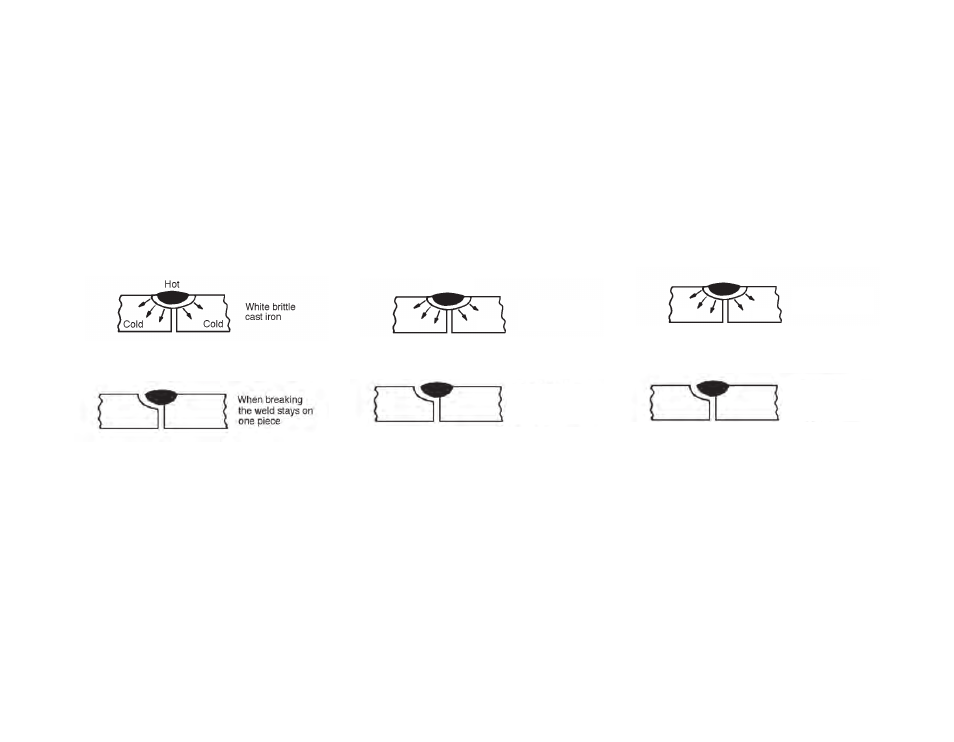
Welding Cast Iron
When welding on a piece of cold cast iron, the tremendous heat
from the arc will be absorbed and distributed rapidly into the cold
mass. This heating and sudden cooling creates WHITE, BRITTLE
cast iron in the fusion zone.
This is the reason why welds in cast iron break. Actually,
one piece of the broken cast iron has the entire weld on it,
and the other piece has no weld on it.
In order to overcome this, the welding operator has two
choices:
1. He can preheat the entire casting to 500-1200°F. (260-
649°C). If the cast iron is hot before welding, there will
be no sudden chilling which creates brittle white cast
iron. The entire casting will cool slowly.
2. He can weld 1/2" (12.5mm) at a time, and not weld at
that spot again until the weld is completely cool to the
touch.
In this way no large amount of heat is put into the mass.
Most inexperienced welders will probably use the second
method, because they have no way of preheating large cast-
ings. Smaller castings can easily (and should) be preheated
before welding. A forge, stove, a fire, or the Arc Torch are
all excellent means of preheating.
When using the 1/2" (12.5mm) at a time method, it is rec-
ommended to start 1/2" (12.5mm) away from the previous
bead and weld into the previous bead (backstepping).
3. Recubra hasta obtener el tamaño deseado.
4. No enfríe. Esto hará que el depósito sea un poco más
suave que el depósito en los rodillos y ruedas. Esto
significa que el área de desgaste estará básicamente en
los rieles, que requieren menos tiempo, dinero y esfuerzo
para recubrirlos.
NOTA:
El mismo electrodo, Wearshield™ BU, ofrecerá al
operador dos opciones de dureza por una diferencia en la
velocidad de enfriamiento, haciendo posible colocar el
depósito más duro en las partes más costosas.
NOTA: La parte exterior de los rieles (que tiene contacto
con la tierra) debe recubrirse con Wearshield™ BU, ya que
este lado presenta un desgaste del metal por la tierra.
Cómo soldar hierro vaciado
Cuando se suelda una pieza de hierro vaciado frío, la
enorme cantidad de calor que despide el arco será absorbida
y distribuida rápidamente en la masa fría. Esta calor y
enfriamiento repentino crea hierro vaciado BLANCO y
QUEBRADIZO en la zona de fusión.
Esta es la razón por la que las soldaduras en hierro vaciado
se rompen. En realidad, una pieza de fierro vaciado rota se
queda con la soldadura completa en ella y la otra pieza sin
soldadura.
Para contrarrestar esto, el soldador tiene dos opciones:
1. Puede precalentar toda la pieza de 260 a 649°C (500 -
1200°F). Si el hierro vaciado se calienta antes de soldar,
no habrá enfriamiento repentino que produzca un hierro
vaciado blanco y quebradizo. Toda la pieza fundida se
enfriará lentamente.
2. Puede soldar 12.5 mm (1/2") a la vez y no soldar en esa
área otra vez hasta que la soldadura esté completamente
fría al tacto.
De esta forma, no se aplica una gran cantidad de calor a la
masa.
La mayoría de los soldadores sin experiencia
probablemente utilizarán el segundo método, porque no
cuentan con una forma de precalentamiento para piezas
fundidas grandes. Las piezas fundidas más pequeñas
pueden (y deben) precalentarse fácilmente antes de
soldarse. Una fragua, horno, soplete o la misma antorcha
de arco son medios excelentes de precalentamiento.
Cuando se utiliza el método en el que se suelda 12.5 mm
(1/2") a la vez, se recomienda comenzar a 12.5 mm (1/2")
del cordón anterior y soldar hacia el mismo (método
regresivo).
Caliente
Hierro vaciado blan-
co y quebradizo
Frío
Frío
Cuando se rompe, la sol-
dadura queda en una de
las piezas.
3. Recharger aux dimensions.
4. Ne pas tremper. Le dépôt sera ainsi légèrement plus doux que
celui des galets et rouleaux. Cela signifie que l'usure se fera prin-
cipalement sur les rails, qui sont bien plus faciles, moins longs et
moins onéreux à recharger.
NOTA : La même électrode, BU-90, donnera deux duretés recher-
chées que l'on obtiendra en modifiant légèrement la vitesse de
refroidissement. Il sera ainsi possible de placer le dépôt le plus dur
sur les pièces les plus onéreuses.
NOTA : L'extérieur des rails (le côté qui entre en contact avec la
terre) doit être rechargé avec le produit Abrasoweld, étant donné
que ce côté a une usure métal-terre.
Soudage de la fonte
Quand on soude sur une pièce de fonte froide, la chaleur intense de
l'arc est absorbée et répartie rapidement dans la masse froide. Ce
chauffage suivi du refroidissement subit crée une fonte BLANCHE
FRAGILE dans la zone de fusion.
C'est la raison pour laquelle les soudures dans la fonte cassent. En
fait, la soudure complète reste sur une des deux pièces de la fonte
rompue et par conséquent il n'y a pas de soudure sur l'une des deux
pièces.
Pour y pallier, l'opérateur de soudage a deux choix :
1. Préchauffer la pièce au complet entre 500 et 1 200 °F (260-649
°C). Si la fonte est chaude avant le soudage, il n'y aura pas de
refroidissement subit qui donne une fonte blanche fragile.
Toute la pièce moulée refroidira lentement.
2. Souder 1/2 po (12,5 mm) à la fois et ne revenir à cet endroit que
quand la soudure est refroidie (au toucher).
De cette façon la masse ne reçoit pas une grande quantité de
chaleur.
La plupart des soudeurs inexpérimentés utiliseront probablement la
deuxième méthode, étant donné qu'ils n'ont pas de moyen de
préchauffer les grosses pièces moulées. On peut (et on doit)
préchauffer facilement les petites pièces moulées avant le soudage.
Une forge, un four, un feu ou la torche à arc sont d'excellents
moyens de préchauffage.
Quand on utilise la méthode 1/2 po (12,5 mm) à la fois, on
recom-
mande de commencer à 1/2 po (12,5 mm) du cordon précé-
dent et de souder vers celui-ci. C'est ce que l'on appelle la
méthode à pas de pèlerin.
Chaud
Fonte blanche
fragile
Froid
Froid
Lors de la rupture, la
soudure reste sur une
seule pièce.