Lincoln Electric IMT545 AC-225 GLM User Manual
Page 14
14
If you are using a hand shield, hold the electrode holder in
your right hand and the hand shield in your left. (For weld-
ing left-hand
ed it is the opposite.)
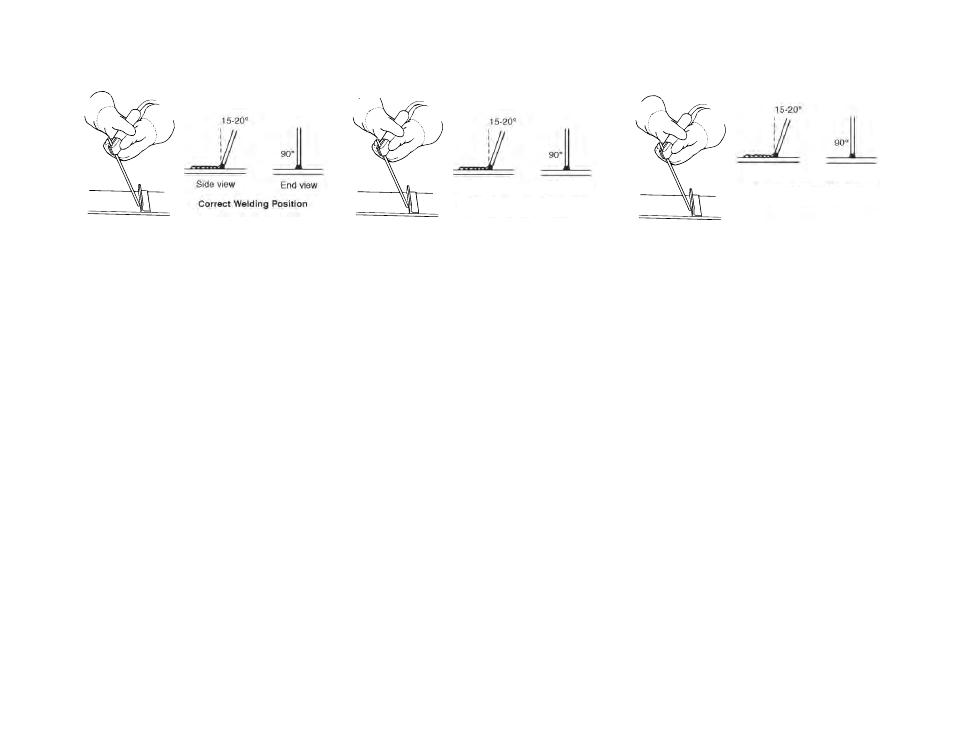
Whenever possible, weld from left to right (if-right-hand-
ed). This enables you to see clearly what you are doing.
Hold the electrode at a sight angle as shown.
2. The Correct Way to Strike an Arc
Be sure the work clamp makes good electrical contact to the
work.
Lower your headshield or hold the hand shield in front of
your face. Scratch the electrode slowly over the metal and
you will see sparks flying. While scratching, lift the elec-
trode 1/8" (3.2mm) and the arc is established.
NOTE: If you stop moving the electrode while scratching,
the electrode will stick.
NOTE: Most beginners try to strike the arc by a fast jab-
bing motion down on the plate. Result: They either stick or
their motion is so fast that they break the arc immediately.
3. The Correct Arc Length
The arc length is the distance from the tip of the electrode
core wire to the base metal.
Once the arc has been established, maintaining the correct
arc length becomes extremely important. The arc should be
short, approximately 1/16 to 1/8" (1.6 to 3.2mm) long. As
the electrode burns off the electrode must be fed to the work
to maintain correct arc length.
The easiest way to tell whether the arc has the correct length
is by listening to its sound. A nice, short arc has a distinc-
tive, “crackling” sound, very much like eggs frying in a
pan. The incorrect, long arc has a hollow, blowing or hiss-
ing sound.
4. The Correct Welding Speed
The important thing to watch while welding is the puddle of molten
metal right behind the arc. Do NOT watch the arc itself. It is the
appearance of the puddle and the ridge where the molten puddle
solidifies that indicate correct welding speed. The ridge should be
approximately 3/8" (9.5mm) behind the electrode.
Si está utilizando un protector para ojos de mano, sostenga el
portaelectrodo con su mano derecha y el protector de ojos con la
izquierda. Las personas zurdas deberán realizan lo mismo, pero con
la otra mano.
Si l'on utilise un masque à main, tenir le porte-électrode
dans la main droite et le masque dans la main gauche. (Pour
les gauchers, c'est l'inverse.)
Vista lateral
Vista de frente
Posición correcta para la soldadura
Cuando sea posible, suelde de izquierda a derecha (si es
diestro). Esto le permite ver claramente lo que está
haciendo. Sostenga el electrodo con una leve inclinación
como se muestra.
2. Forma correcta para iniciar un arco
Asegúrese de que la pinza de trabajo haga un buen contacto
eléctrico con el trabajo.
Baje la careta o sostenga el protector para ojos de mano
frente su cara. Frote suavemente el electrodo sobre el metal
y verá cómo se producen chispas. Mientras lo frota, levante
el electrodo 3.2 mm (1/8") y se establecerá el arco.
NOTA: Si deja de mover el electrodo mientras lo frota, el
electrodo se pegará.
NOTA: La mayoría de los principiantes tratan de iniciar el
arco picando la placa con un moviendo rápido. Resultado:
El electrodo se pega o el movimiento es tan rápido que
rompen el arco inmediatamente.
3. Longitud correcta del arco
La longitud del arco es la distancia desde la punta del
núcleo del electrodo al metal base.
Una vez que el arco se ha establecido, es muy importante
mantener una longitud adecuada del arco. El arco debe ser
corto, con una longitud aproximada de 1.6 a 3.2 mm (de
1/16 a 1/8"). A medida que el electrodo se quema, el
electrodo debe alimentarse al área de trabajo para mantener
la longitud correcta del arco.
La forma más fácil para saber si el arco tiene la longitud
correcta es escuchando su sonido. Un arco corto y
adecuado tiene un sonido distintivo de "chisporroteo", muy
similar al que se producen cuando se fríen huevos en un
sartén. Un arco largo e incorrecto tiene un sonido como de
siseo.
4. Velocidad correcta de avance
Es importante observar mientras suelda el charco de metal
derretido justo detrás del arco. NO observe al arco. La
apariencia del charco y el reborde donde el charco derretido
se solidifica es lo que indica la velocidad correcta de
avance. El reborde debe ser de aproximadamente 9.5 mm
(3/8") atrás del electrodo.
Dans la mesure du possible, toujours souder de gauche à
droite (dans le cas d'un droitier). Cela permet de bien voir
ce que l'on fait.
Tenir l'électrode légèrement inclinée, comme on le montre
sur la figure.
2. La bonne façon d'amorcer l'arc
S'assurer que le connecteur de pièce (ou prise de masse) est
bien connecté à la pièce.
Abaisser le masque à serre-tête ou tenir le masque à main
sur le visage. Gratter lentement l'électrode sur le métal, cela
crée des étincelles. Tout en grattant, soulever l'électrode de
1/8 po (3,2 mm). L'arc est alors amorcé.
NOTA : Lors de l'amorçage, bouger sans arrêt l'électrode
pour ne pas qu'elle colle à la pièce.
NOTA : La plupart des débutants essaient d'amorcer l'arc en
faisant tapoter rapidement l'électrode sur la tôle. Il en
résulte que l'électrode colle ou que, le mouvement étant trop
rapide, l'arc s'éteint immédiatement.
3. La bonne longueur d'arc
La longueur d'arc est la distance entre l'extrémité de
l'électrode et le métal de base.
Une fois que l'arc a été amorcé, il est très important que l'on
maintienne la bonne longueur d'arc. L'arc doit être court, et
faire environ 1/16 à 1/8 po ( 1,6-3,2 mm) de longueur. Au
fur et à mesure que l'électrode se consume, on doit l'avancer
vers la pièce pour maintenir la bonne longueur d'arc.
La meilleure façon de savoir si l'arc a la bonne longueur est
d'écouter le son qu'il émet. Un arc court et acceptable émet
un «crépitement» distinctif, tout comme les oeufs que l'on
fait frire dans une poêle. L'arc long et inacceptable émet un
son creux, un souffle ou un sifflement.
4. La bonne vitesse de soudage
Quand on soude, il est important d'observer le bain de
fusion juste en arrière de l'arc. NE PAS REGARDER
L'ARC LUI-MÊME. C'est l'aspect du bain et la vague de
solidification qui indiquent la bonne vitesse de soudage. La
vague doit se situer à environ 3/8 po (9,5 mm) en arrière de
l'électrode.
Vue latérale
Vue d'extrémité
Bonne position de soudage