Application, Roughing cycle run – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 382
Cycles: Turning
13.26 AXIAL RECESSING EXTENDED
(Cycle 872, DIN/ISO: G872)
13
382
TNC 640 | User's Manual Cycle Programming | 3/2014
13.26 AXIAL RECESSING EXTENDED
(Cycle 872, DIN/ISO: G872)
Application
This cycle enables you to axially cut in slots (face recessing).
Expanded scope of function:
You can insert a chamfer or curve at the contour start and
contour end.
In the cycle you can define angles for the side walls of the slot
You can insert radii in the contour edges
You can use the cycle either for roughing, finishing or complete
machining. Turning is run paraxially with roughing.
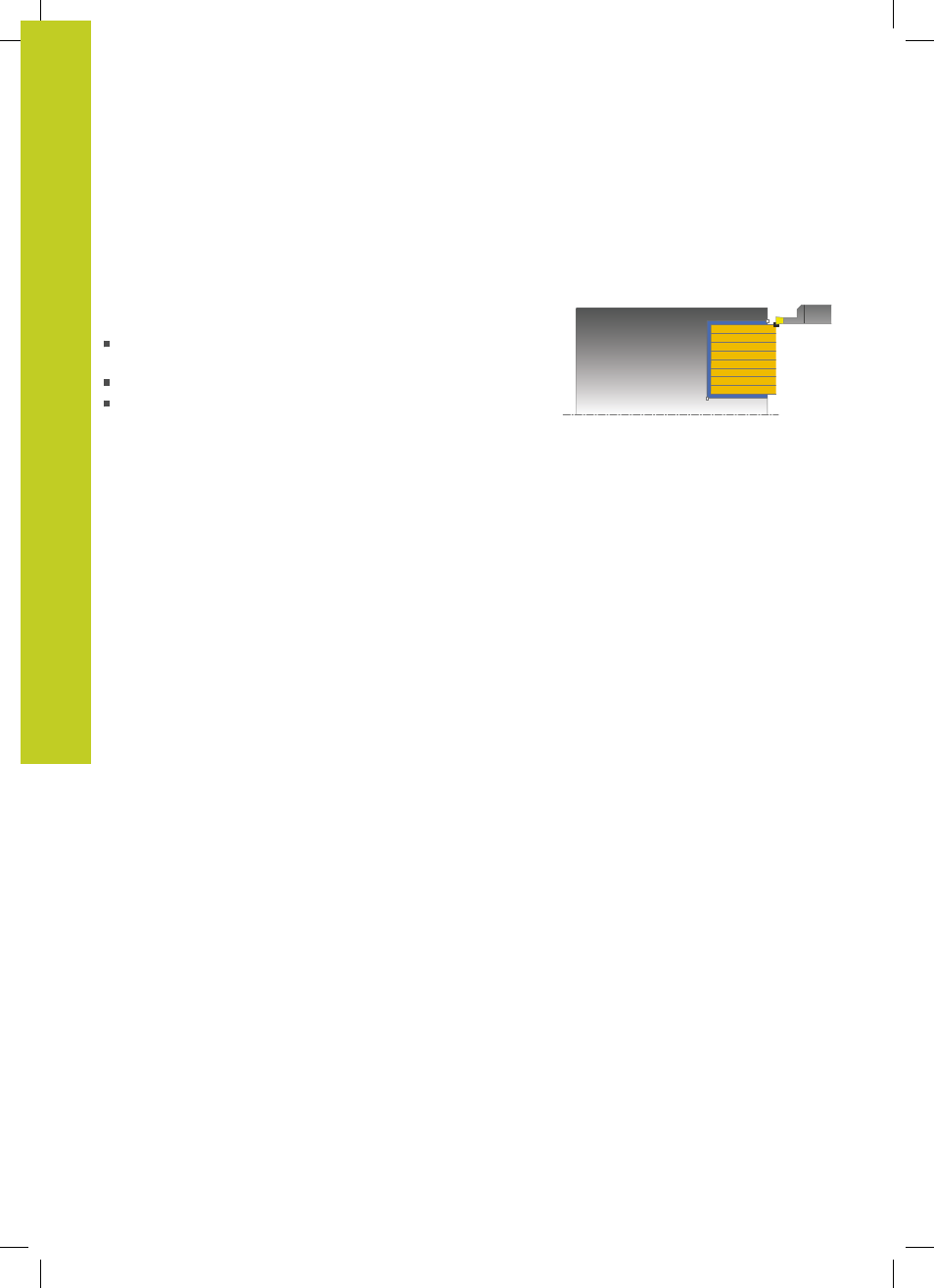
Roughing cycle run
The TNC uses the tool position as cycle starting point when a
cycle is called. If the Z coordinate of the starting point is less than
Q492 CONTOUR START IN Z, the TNC positions the tool in the Z
coordinate to
Q492 and begins the cycle there.
1 The TNC runs a paraxial infeed motion at rapid traverse (lateral
infeed = 0.8 cutting width).
2 The TNC cuts the area between the starting position and the
end point in radial direction at the defined feed rate
Q478.
3 The TNC positions the tool back at rapid traverse to the
beginning of cut.
4 The TNC repeats this process (1 to 3) until the slot width is
reached.
5 The TNC positions the tool back at rapid traverse to the cycle
starting point.