Cycle parameters – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 367
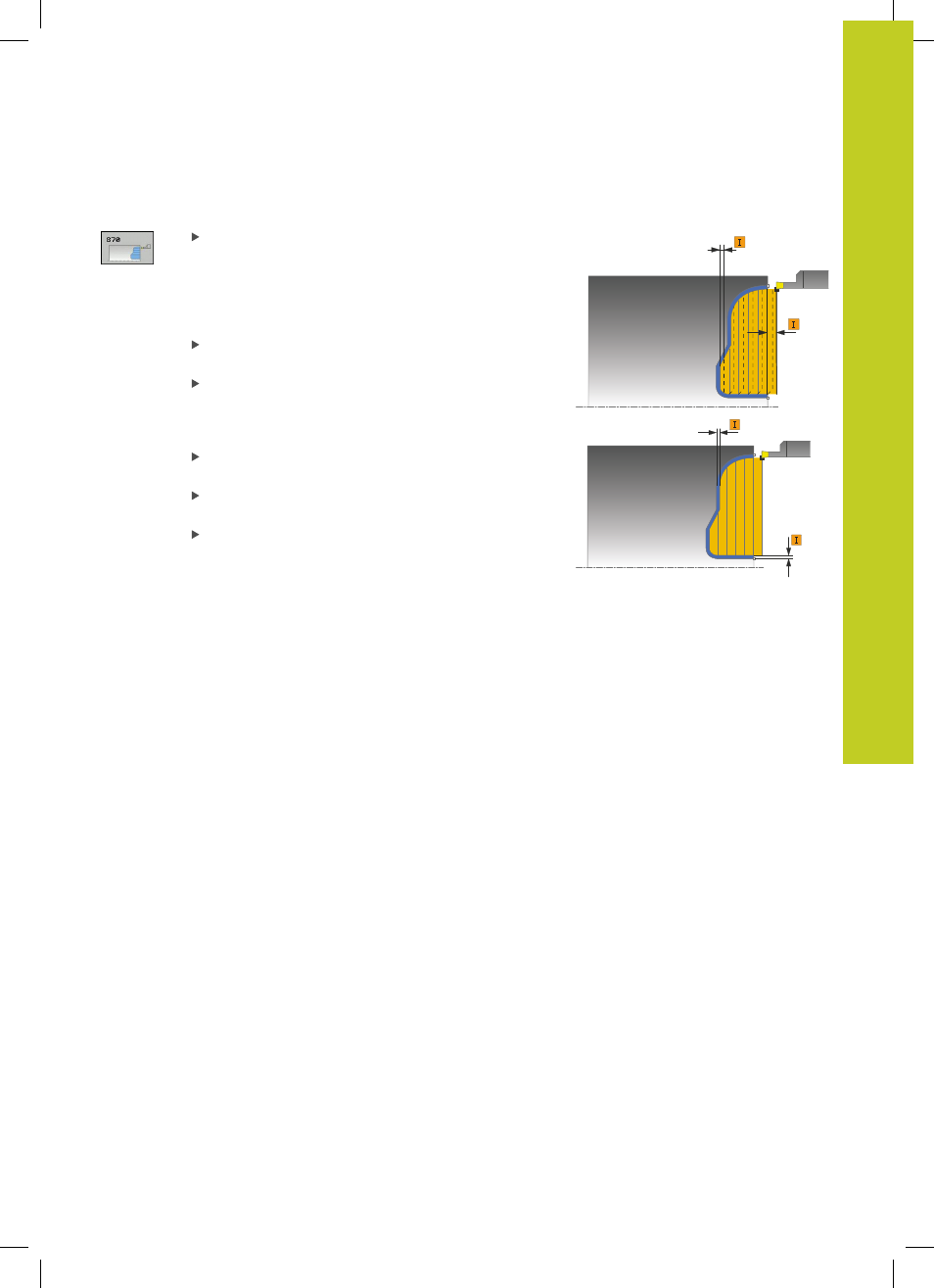
AXIAL RECESSING
(Cycle 850, DIN/ISO: G850)
13.21
13
TNC 640 | User's Manual Cycle Programming | 3/2014
367
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
Set-up clearance Q460: Reserved, currently
without function
Roughing feed rate Q478: Feed rate during
roughing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Oversize in diameter Q483 (incremental): Diameter
oversize for the defined contour
Oversize in Z Q484 (incremental): Oversize for the
defined contour in axial direction
Finishing feed rate Q505: Feed rate during
finishing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Q460
Q463
Ø Q483
Q484
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)