Cycle parameters – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 327
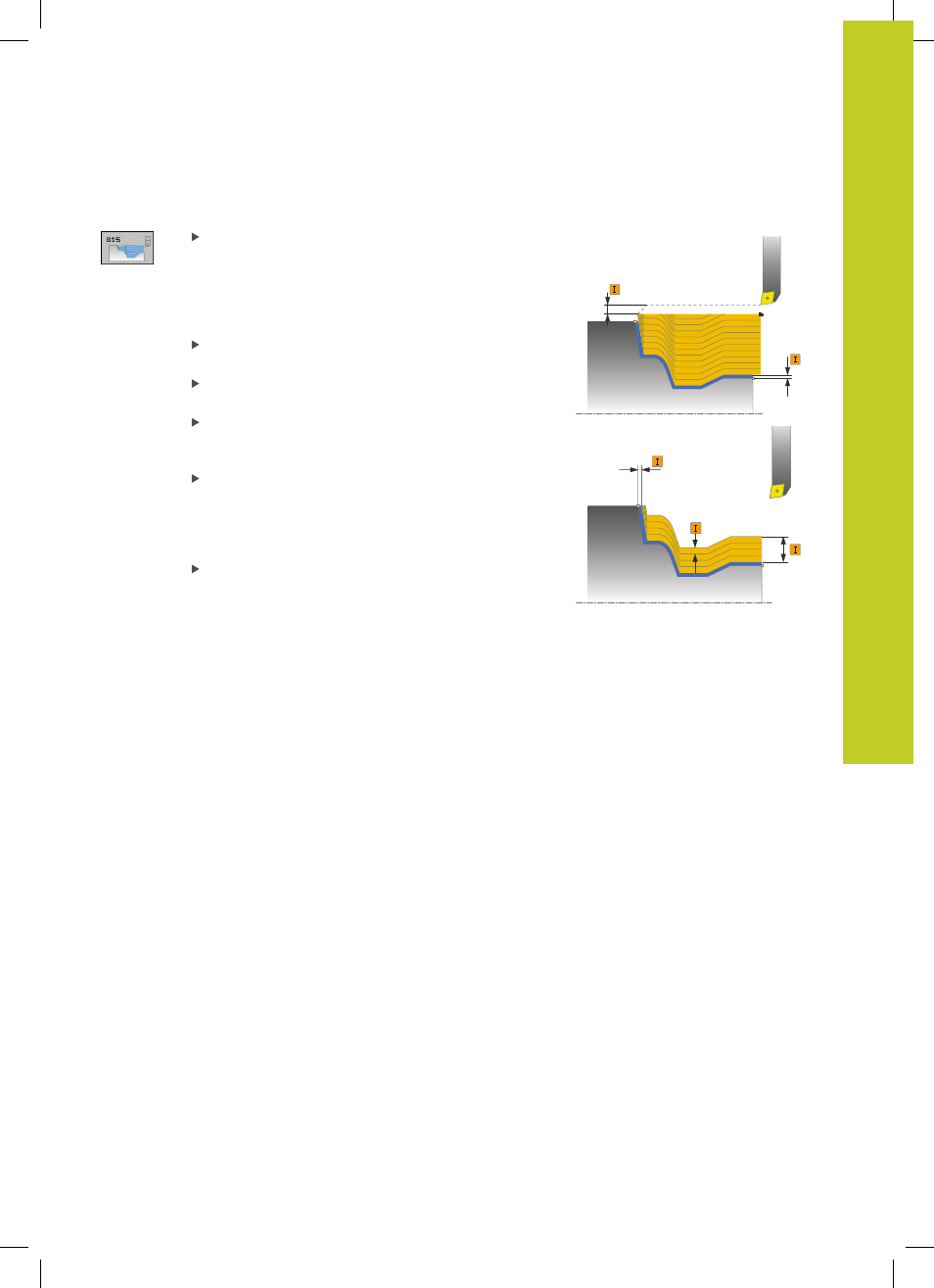
TURN CONTOUR-PARALLEL
(Cycle 815, DIN/ISO: G815)
13.10
13
TNC 640 | User's Manual Cycle Programming | 3/2014
327
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
Set-up clearance Q460 (incremental): Distance for
retraction and pre-positioning
Oversize for blank Q485 (incremental): Contour-
parallel oversize for the defined contour
Cutting lines Q486: Define the type of cutting lines:
0
: Cuts with constant chip cross section
1
: Equidistant proportioning of cuts
Reverse contour Q499: Define the machining
direction of the contour:
0
: Contour machined in the programmed direction
1
: Contour machined in reverse direction to the
programmed direction
Maximum cutting depth Q463: Maximum infeed
(radius value) in radial direction. The infeed is divided
evenly to avoid abrasive cuts.
Q460
Ø Q483
Q458
Q463
Q484
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)