Blank form update (function turndata) – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 298
Cycles: Turning
13.1 Turning Cycles (software option 50)
13
298
TNC 640 | User's Manual Cycle Programming | 3/2014
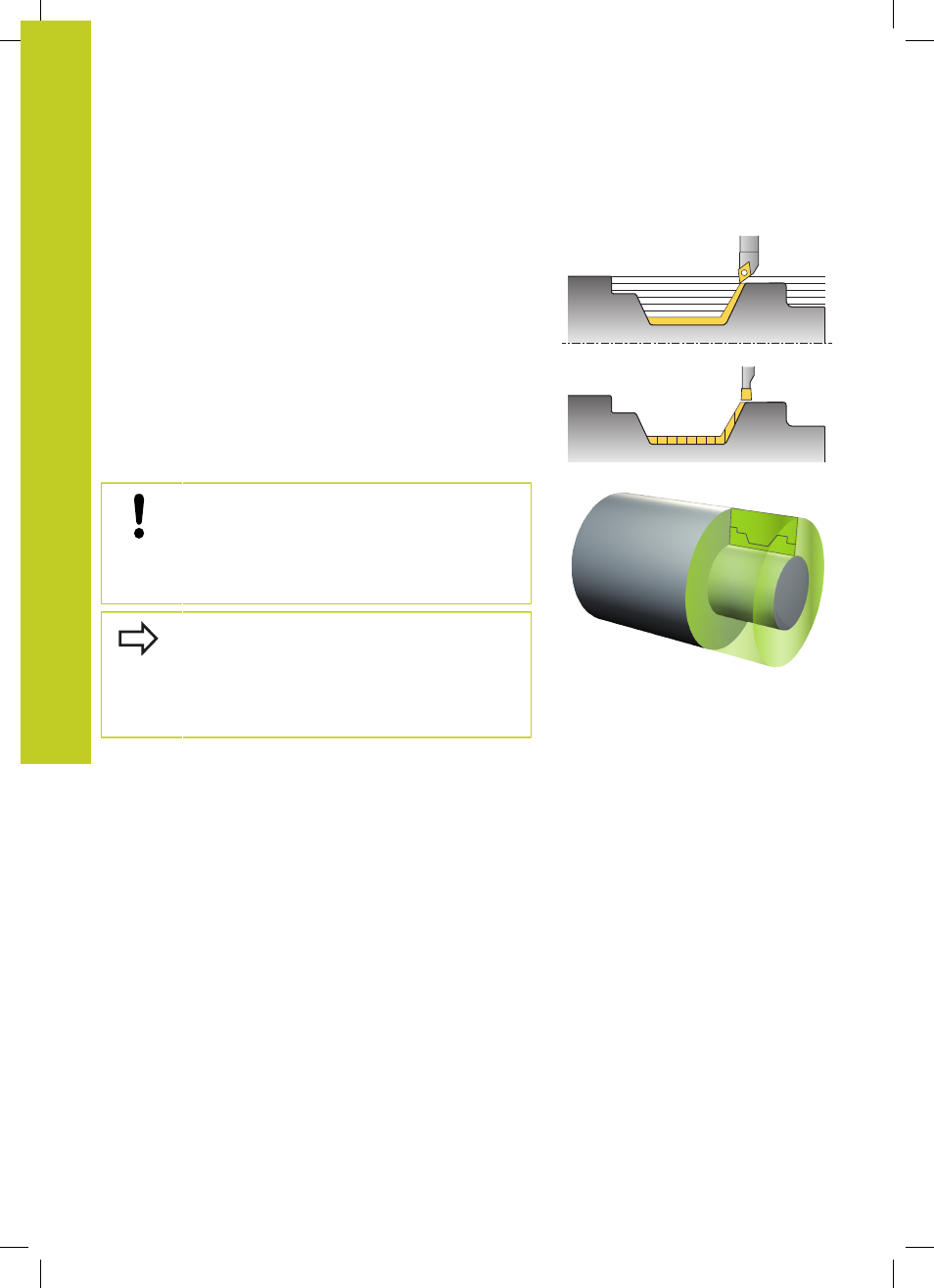
Blank form update (FUNCTION TURNDATA)
During turning operations workpieces must often be machined
with several tools. Often a contour element cannot be completely
finished because the tool form does not permit this (e.g. with
a back cut). In this case, single sub-areas have to be reworked
with other tools. The TNC detects the already machined areas
with the blank form update and adapts all approach and departure
paths to the specific, current machining situation. With the shorter
machining paths, traverses in the air are avoided to significantly
reduce machining time.
To activate the blank form update, program the
TURNDATA BLANK
function and link to a program or subprogram with a workpiece
blank specification. The workpiece blank defined in
TURNDATA
BLANK determines the area to be machined with the blank form
update.
TURNDATA BLANK OFF deactivates blank form update.
The TNC optimizes machining areas and approach
motions with blank form update. The TNC takes into
account the specific tracked workpiece blank for
approach and departure paths. If parts of the finished
part extend beyond the workpiece blank, this may
damage the workpiece and tool.
Blank form update is only possible with cycle
machining in turning mode (
FUNCTION MODE TURN).
You must define a closed contour as the workpiece
blank for the blank form update (start position = end
position). The workpiece blank corresponds to the
cross-section of a rotationally symmetrical body.