Introduction, Calibrating the effective length – HEIDENHAIN TNC 620 (340 56x-02) User Manual
Page 382
382
Manual Operation and Setup
12.6 Calibr
a
ting 3-D T
ouc
h Pr
obes (T
ouc
h Pr
obe F
unction Sof
tw
a
re
Option)
12.6 Calibrating 3-D Touch Probes
(Touch Probe Function
Software Option)
Introduction
In order to precisely specify the actual trigger point of a 3-D touch
probe, you must calibrate the touch probe, otherwise the TNC cannot
provide precise measuring results.
During calibration, the TNC finds the “effective” length of the stylus
and the “effective” radius of the ball tip. To calibrate the 3-D touch
probe, clamp a ring gauge of known height and known internal radius
to the machine table.
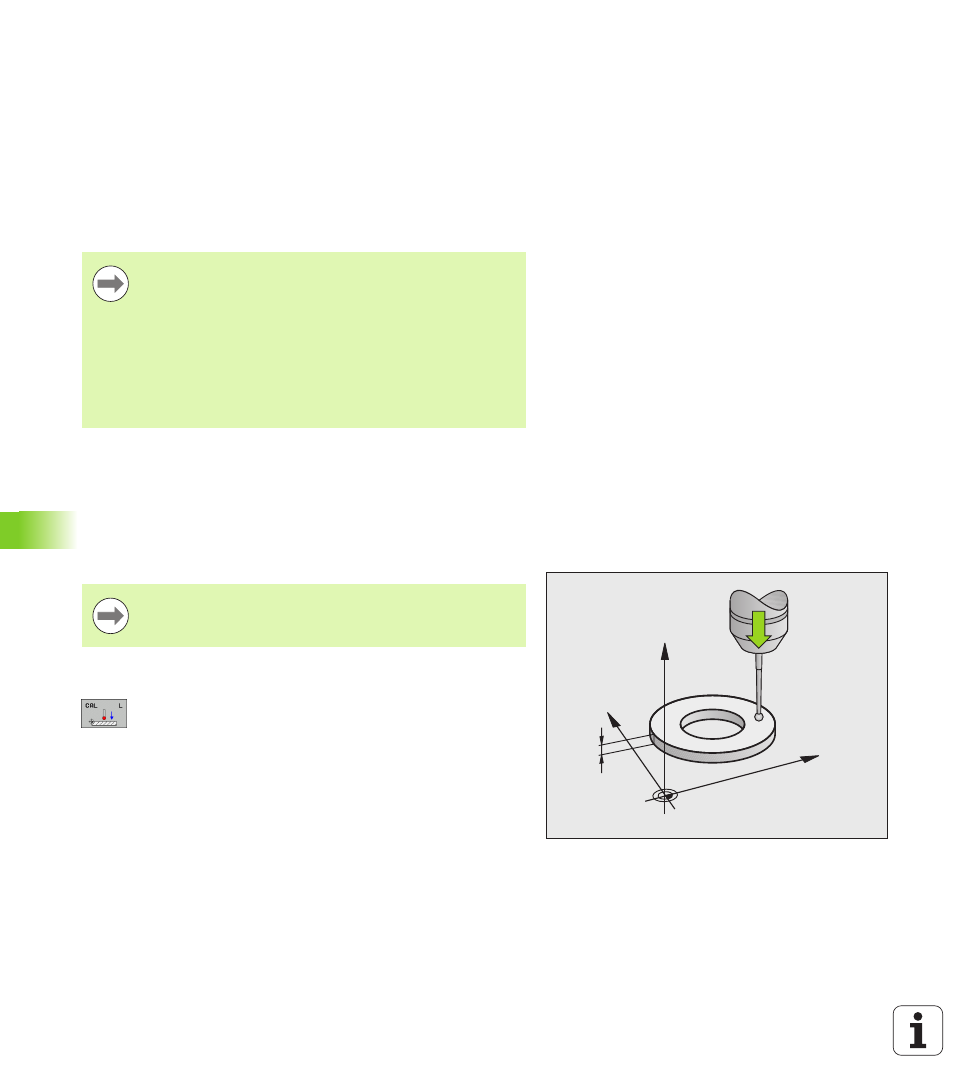
Calibrating the effective length
U
Set the datum in the spindle axis such that for the machine tool table
Z=0.
U
To select the calibration function for the touch probe
length, press the TOUCH PROBE and CAL. L soft
keys. The TNC then displays a menu window with
four input fields
U
Enter the tool axis (with the axis key)
U
Datum
: Enter the height of the ring gauge.
U
Effective ball radius
and Effective length do not
require input.
U
Move the touch probe to a position just above the ring
gauge
U
To change the traverse direction (if necessary), press
a soft key or an arrow key
U
To probe the upper surface of the ring gauge, press
the machine START button
Always calibrate a touch probe in the following cases:
Commissioning
Stylus breakage
Stylus exchange
Change in the probe feed rate
Irregularities caused, for example, when the machine
heats up
Change of active tool axis
5
Y
X
Z
The effective length of the touch probe is always
referenced to the tool datum. The machine tool builder
usually defines the spindle tip as the tool datum.