Mild steel, English, Metric – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 75
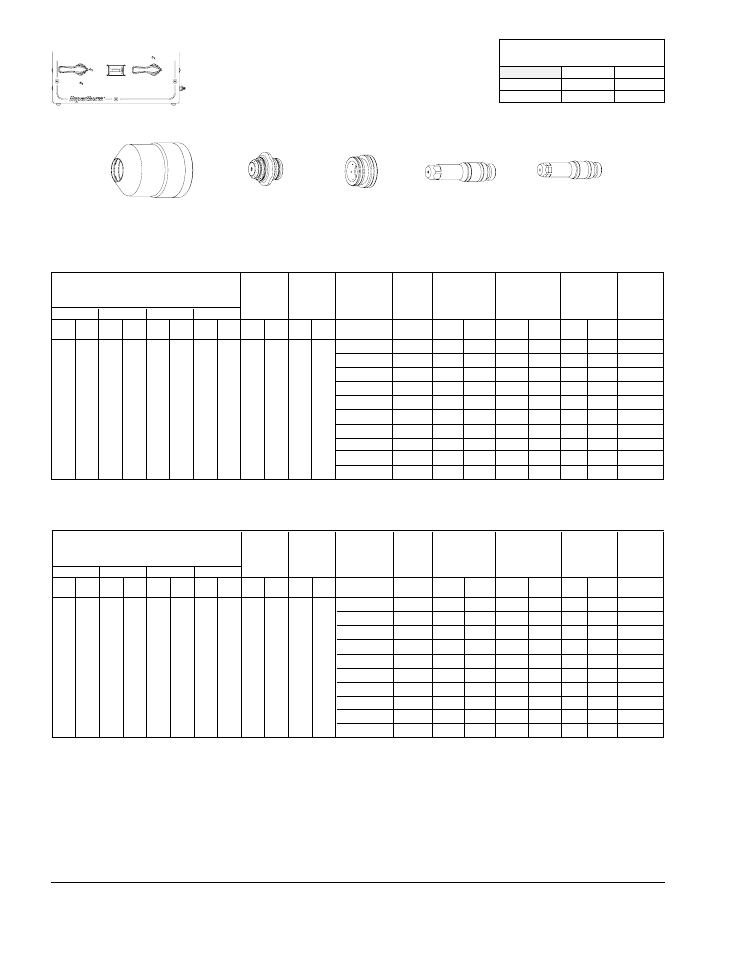
Mild Steel
O
2
Plasma / Air Shield
300 Amps
4-16
HT4400
Instruction Manual
9
Air
Flow Rates @ 120 psi / 8.3 bar
(scfh / slh)
Air
O
2
Preflow
172.5 / 4860 57.2 / 1620
Cutflow
157.5 / 4440 84.3 / 2388
120786
Retaining Cap
120794
Nozzle
120913
Swirl Ring
120802
Electrode
*
Piercing not recommended
**
Cuts on these thicknesses may result in increased cut angle variation and surface roughness. Reduce cut speed by
5%-10% for improvement with some materials.
Minimum inlet pressures remain at one setting of 120 psi (8.3 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode:
PG1
72
PG2
35
+
SilverPlus provides increased life in most applications. The hafnium wears to approximately twice the depth of an all
copper electrode (120810 400VA and 120802 300A). Arc voltage may need to be increased by 5-15 volts throughout
the electrode life to maintain proper cut height parameters.
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
Inches
Volts
in.
mm
ipm
mm/m
in.
mm
seconds
1/4**
120
.062
2
190
4830
.125
3
0.3
3/8**
125
.125
3
160
4060
.250
6
0.5
1/2
130
.157
4
120
3050
.314
8
0.7
5/8
135
.188
5
100
2540
.375
10
0.9
3/4
140
.188
5
80
2030
.375
10
1.1
7/8
145
.188
5
70
1780
.375
10
1.3
1
145
.188
5
55
1400
.375
10
1.5
1-1/8
150
.188
5
50
1270
*
*
*
1-1/4
155
.250
6
45
1140
*
*
*
1-1/2
155
.250
6
35
890
*
*
*
English
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Cutting
Speed
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
46
0
0
10
24
35
35
20
42
46
35
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
Volts
mm
in.
mm/m
ipm
mm
in.
seconds
6**
120
2
.062
5108
201
3
.125
0.3
10**
125
3
.125
3871
153
6
.250
0.5
12
130
4
.157
3226
127
8
.314
0.7
15
135
5
.188
2681
106
10
.375
0.9
20
140
5
.188
1935
76
10
.375
1.1
22
145
5
.188
1796
71
10
.375
1.3
25
145
5
.188
1419
56
10
.375
1.5
30
150
5
.188
1213
48
*
*
*
32
155
6
.250
1134
45
*
*
*
35
155
6
.250
1014
40
*
*
*
Metric
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
46
0
0
10
24
35
35
20
42
46
35
220412
+
(optional)
SilverPlus
electrode