System troubleshooting - 1 of 4 -11, System t roubleshooting - 1 of 4 – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 102
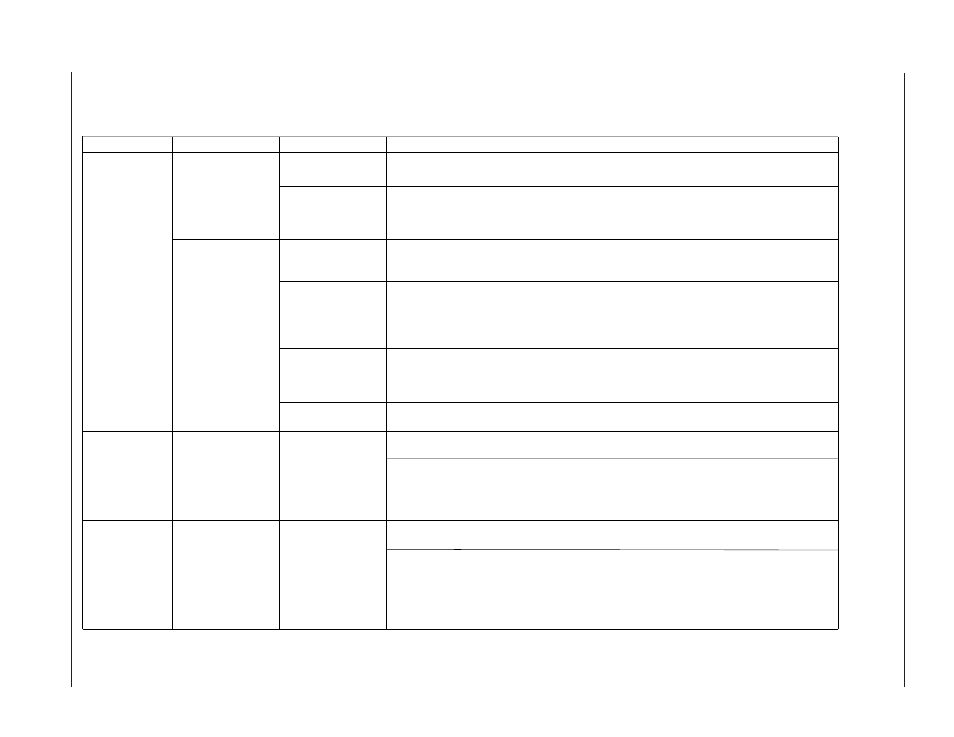
Condition
Result
Cause
Solution
E-stop is being
applied by CNC.
Release E-stop.
Wire #80 and #81
of machine
interface cable are
tied together
Check continuity across wire #80 and #81. Continuity should be open unless an E-stop
is being applied by CNC.
Remote On/Off is
not jumped at TB4
(for local On/Off)
Check that TB4 jumper is across positions 1 and 2. If a remote On/Off is being used,
this jumper should be across positions 2 and 3.
CNC is not giving a
contact closure
signal on the
remote On/Off
wires (Optional)
Check for continuity across TB4 position 1 and 2 when attempting to turn the power
supply on from the CNC. This circuit should be closed for ON, and open for OFF.
There is a blown
fuse on the power
distribution board
(PCB1)
With power applied to power supply, all three LEDs should be illuminated on PCB1. If
one of the three LEDs is extinguished, replace the fuse that is associated with the LED.
K2 relay on PCB1
is faulty
After power up, there will be 120 VAC to the coil of K2 at pins 1 and 5. There should
also be 0 VAC across pins 3 and 4.
If an error is displayed at the gas console, refer to
Error Code Troubleshooting in this
section for possible causes.
Remove the machine interface cable from 1X6 in the back of the power supply. Locate
TB3 in the back right hand side of the power supply. Hook up a toggle switch across
wires 82 and 83 on TB3. Power up the system and then close the switch. If torch fires,
then the problem is with the machine interface cable or the CNC.
If an error is displayed at the gas console, refer to
Error Code Troubleshooting in this
section for possible causes.
Locate TB3 in the back right hand side of the power supply. Hook up a toggle switch
across wires 82 and 83 on TB3. Perform a programmed cut. When the arc is
established turn on the toggle switch. The switch will bypass the plasma start signal. If
the torch continues to cut, then the problem is with the machine interface cable or the
CNC.
Plasma start signal
is not sensed
Torch not firing and
no error being
displayed at the
Gas Console
Circuit breaker on
back of power
supply (CB1)
tripping
Circuit breaker
(CB1) is on, main
disconnect is on,
but fans and power
light are off
Loss of Arc/No
Transfer
Torch fires, marks
the plate or starts to
cut, then the arc
goes out. No error
is displayed at the
gas console
Plasma start signal
is being released
System not
Powering up
No Arc at
Torch
MAINTENANCE
H
T44
00
Instruction Manual
5-11
2
System T
roubleshooting - 1 of 4