Performance and process data -13, Performance and process data – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 72
OPERATION
HT4400
Instruction Manual
4-13
2
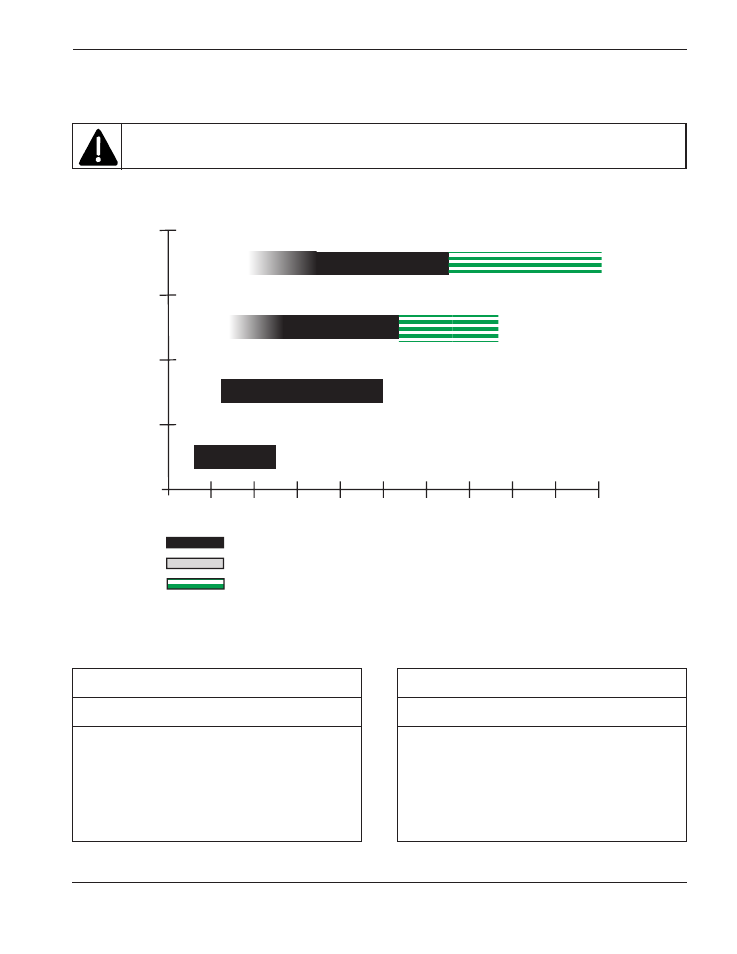
Performance and Process Data
Before cutting, check all settings and adjustments and check for damaged torch parts and
worn consumable parts.
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Approximate Pressures During Cutting
Process
PG1
PG2
100A O
2
/Air
76
17
200A O
2
/Air
56
32
300A O
2
/Air
72
35
400A O
2
/Air
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Kerf Width O
2
/Air Processes
Thickness
100A
200A
300A
400A
3/16"
.055
1/4"
.065
.095
3/8"
.072
.110
.105
.130
1/2"
.120
.120
.135
3/4"
.125
.130
.150
1"
.140
.165
- EDGE Pro Ti Shape Cutting Control Rev.2 (288 pages)
- 80669J Rev.3 (304 pages)
- HD3070 Plasma Arc Cutting System w/ Manual Gas Console (281 pages)
- MAXPRO200 Rev.2 (294 pages)
- MicroEDGE Pro Shape Cutting Control Rev.2 (182 pages)
- HPR260 Auto Gas Preventive Maintenance Program Rev.4 (288 pages)
- Powermax1650 (317 pages)
- Shape Cutting Control (66 pages)
- PHC Sensor (58 pages)
- HTA Rev 6.00 Operators Manual (212 pages)
- HTA Rev 7.00 Install Guide (242 pages)
- THC Control Board Replacement (13 pages)
- THC Plasma Interfacer Upgrade (9 pages)
- THC X-Y Table Product Configuration (20 pages)
- D845GERG2 (128 pages)
- MRT2 (64 pages)
- MRT (98 pages)
- Duramax Hyamp Long Handheld Torches (92 pages)
- Duramax Hyamp Robotic Torch (74 pages)
- HyIntensity Fiber Laser Rev.3 (240 pages)
- PCBS-0124 (70 pages)
- SuperMicro 370SBA 533Mhz (90 pages)
- LR2075 (56 pages)
- Phoenix 8.0 (585 pages)
- LH2125 (60 pages)
- HD3070 w/ Automatic Gas (35 pages)
- HD3070 w/Manual Gas (43 pages)
- HD4070 Rev.8 (278 pages)
- HD4070 Product Configuration (88 pages)
- HPR800XD Manual Gas Preventive Maintenance Program Rev.1 (32 pages)
- HPR800XD Manual Gas Preventive Maintenance Program Rev.1 (33 pages)
- HPR800XD Manual Gas Rev.2 (368 pages)
- HPRXD Short Torch with Integrated Lead Rev.1 (30 pages)
- HT4001 (59 pages)
- DuraChill 5 HP Air-Cooled Chiller For Hypertherm (29 pages)
- HT4001 Air Injected Water Muffler System (40 pages)
- H601 Power Supplies (62 pages)
- MAX200 Remote Switch (9 pages)
- HT4100 Plasma Arc Cutting System Operating (50 pages)
- HT4001 Plasma Arc Cutting System (259 pages)
- HSD130 HySpeed Plasma (233 pages)
- HySpeed HT2000 Plasma Arc Cutting System Rev.7 (53 pages)
- HySpeed HT2000 Plasma Arc Cutting System Rev.27 (289 pages)
- MAX200 Water Muffler (39 pages)
- HT2000LHF Product Configuration (23 pages)