Mild steel, English, Metric – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
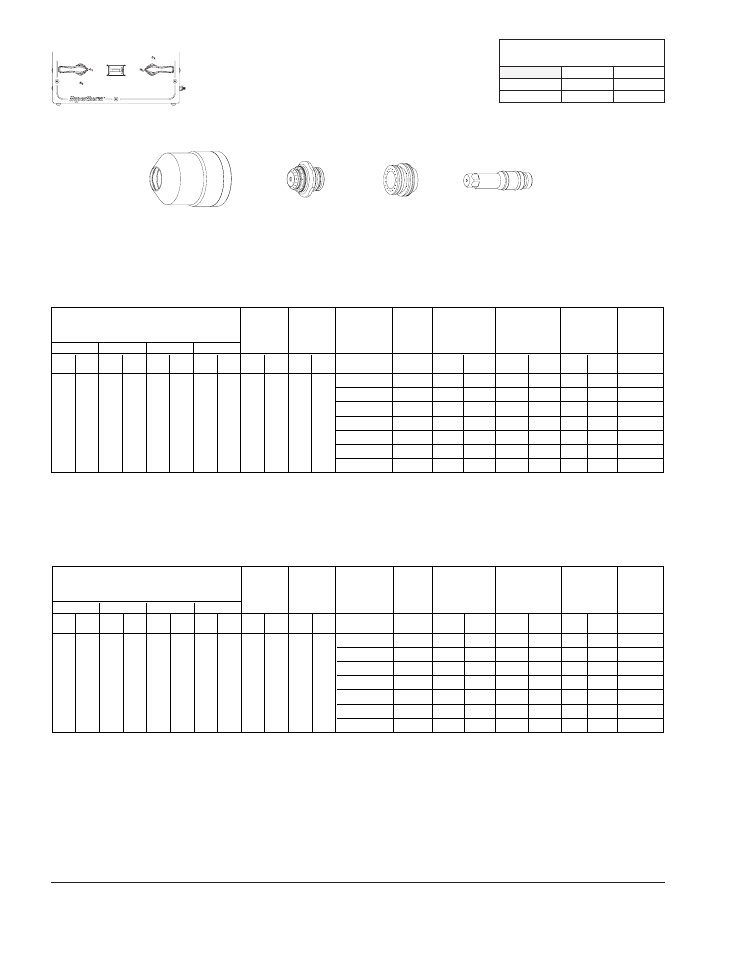
Page 194: Plasma / o, Shield 200 amps
f-4
HT4400
Instruction Manual
2
Mild Steel
O
2
Plasma / O
2
-N
2
Shield
200 Amps
Flow Rates @ 120 psi (8.3 bar)
(scfh / slh)
N
2
O
2
Preflow
180.8 / 5118 57.2 / 1620
Cutflow
123.4 / 3492 111.3 / 3150
120786
Retaining Cap
120787
Nozzle
120791
Swirl Ring
120793
Electrode
Minimum inlet pressures remain at one setting of 120 psi (8.3 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode:
PG1
56
PG2
36
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
Inches
Volts
in.
mm
ipm
mm/m
in.
mm
seconds
1/4
120
.125
3
160
4060
.250
6
0.5
3/8
120
.125
3
100
2540
.250
6
0.5
1/2
125
.157
4
80
2030
.314
8
0.7
5/8
130
.157
4
70
1780
.314
8
0.9
3/4
135
.188
5
55
1400
.375
10
1.2
7/8
135
.25
6
45
1140
.500
13
1.5
1
140
.25
6
35
889
.500
13
2.5
English
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
37
3
5
7
18
27
38
23
43
35
36
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
Volts
mm
in.
mm/m
ipm
mm
in.
seconds
6
120
3
.125
4301
169
6
.250
0.5
10
120
3
.125
2419
95
6
.250
0.5
12
125
4
.157
2151
85
8
.314
0.7
15
130
4
.157
1851
73
8
.314
0.9
20
135
5
.188
1331
52
10
.375
1.2
22
135
6
.25
1155
46
13
.500
1.5
25
140
6
.25
903
36
13
.500
2.5
Metric
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
37
3
5
7
18
27
38
36
35
23
43