System troubleshooting - 3 of 4 -13, System t roubleshooting - 3 of 4 – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 104
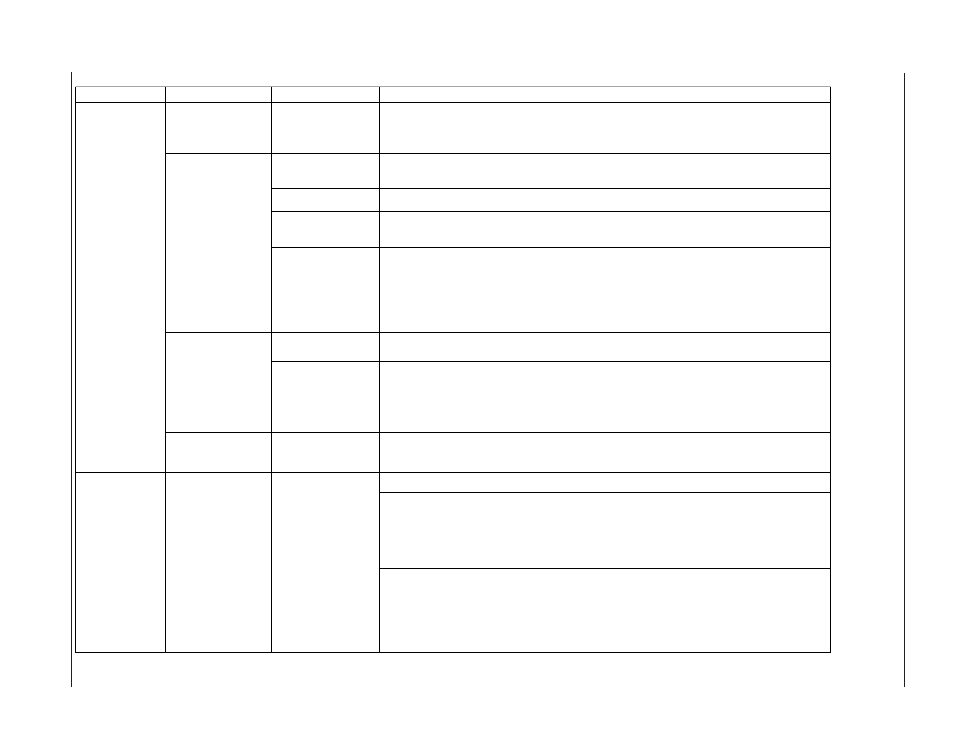
Condition
Result
Cause
Solution
Positive and
negative bevels on
opposing sides of
the cut
Torch is not square
to the plate
Check alignment of torch to plate. See
Torch Mounting and Alignment in the
Installation section of this manual.
Torch-to-work
distance is too high Lower arc voltage setting by 5 or 10 volts.
Gas leak
See
Leak Tests in the Operation section of this manual.
Travel speed is too
high
Check travel speed against cut charts in the Operation section of the manual. Travel
speed should be +/- 10 ipm (+/- 254 mm/m) from the speed listed in the cut charts.
Faulty torch
Rotate the torch and see if a bevel goes to a different cut edge. If the bevel moves to a
different cut edge, replace the torch.
Gas leak/restriction
Refer to the cut charts in the Operation section of the manual. On the bottom of the
page are gas pressures for plasma and shield that will be displayed on the gas console
while cutting. The actual cutting pressure should be +/- 5psi (+/- 0.3 bar) from the value
listed in the cut chart. If the gas pressure is high, then there is either a pinched plasma
gas line after the Off-Valve Assembly, a clogged gas port in the torch or a bad swirl
ring.
Excessive negative
bevel on all sides of
cut
Torch-to-work
distance is too low
Increase arc voltage setting by 5 or 10 volts.
See
Leak Tests in the Operation section of this manual.
Make sure the plasma and shield inlet pressures are set to book values. While cutting,
monitor the pressure on each pressure gauge. Make sure that pressure is not dropping
more than +/- 10 psi (+/- 0.7 bar). A good delivery system with a good regulator will
normally drop less than 5 psi (0.3 bar). Dips in pressure could be from a faulty
regulator, insufficient gas supply, a gas leak or a restriction before the Off-Valve
Assembly.
Refer to cut charts in the Operation section of this manual and check the test preflow
and test cut-flow gas pressures. If the pressures are not within +/- 5 psi (+/- 0.3 bar),
then either a gas setting is incorrect, the inlet pressure is set too low, there is a faulty
regulator or there is a leak/restriction.
With inlet pressures set to book values, and gas pressures set up according to the cut
charts, the plasma preflow and cut-flow pressures should be as shown in the cut
charts. There are pressure values at the bottom of each cut chart for PG1 and PG2
during cutting. The actual cutting pressures should be within +/-5 psi (+/- 0.3 bar) of
value listed in manual. If one of these pressures is low, then there is a leak in the
system, insufficient gas source or restriction before the Off-Valve Assembly.
Excessive positive
and/or negative
bevel on one or two
sides of the cut
Excessive positive
bevel on all sides of
the cut
Torch rising off
plate when table
starts moving
The system may
have a gas leak, a
faulty pressure
regulator or a gas
restriction before
the off-valve
assembly
THC not
functioning
properly
Gas setting is
incorrect,
insufficient gas
source or gas
pressure is set to
less than book
value
Poor Cut
Quality
MAINTENANCE
H
T44
00
Instruction Manual
5-13
2
System T
roubleshooting - 3 of 4