Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 70
OPERATION
HT4400
Instruction Manual
4-11
2
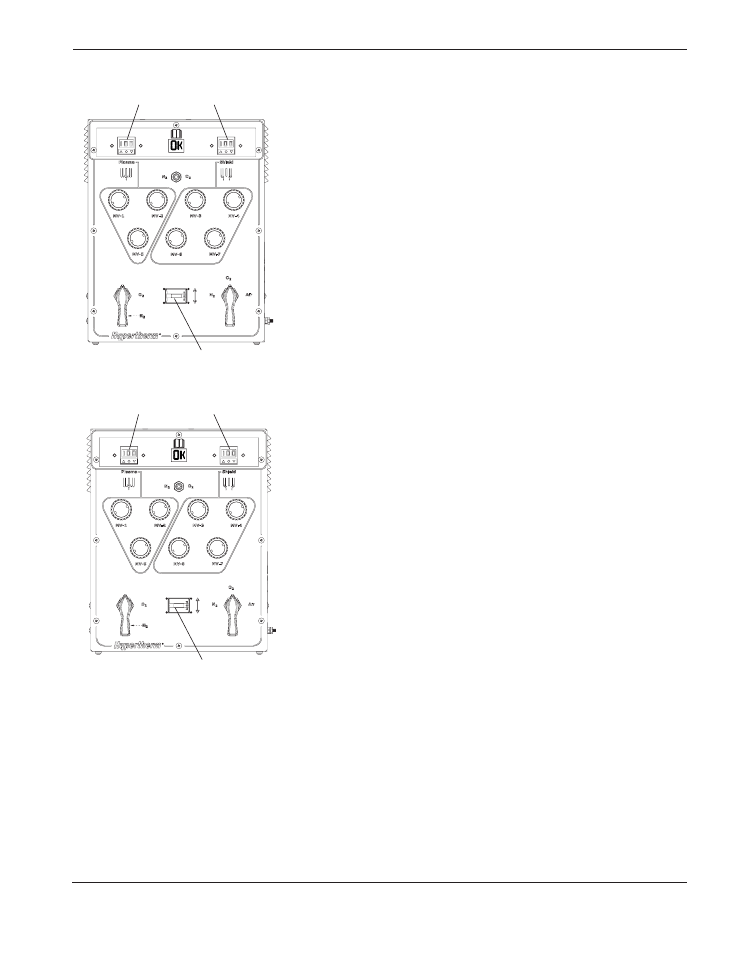
(under lever)
5. Verify Test Preflow
1. Set the Valve Select thumb-wheel switch (S2) to Test
Preflow.
2. Observe pressure readings on PG1 (plasma) and PG2
(shield). Verify that the readings are within +/- 3.0 psi (0.21
bar) of the PG1 and PG2 Test Preflow Verify rates specified
in the Cut Charts.
3. If readings are not within +/- 3.0 psi (0.21 bar), repeat the
preflow gas adjustments of steps 4.
(under lever)
6. Verify Test Cutflow
1. Set the Valve Select thumb-wheel switch (S2) to Test
Cutflow.
2. Observe pressure readings on PG1 (plasma) and PG2
(shield). Verify that the readings are within +/- 3.0 psi (0.21
bar) of the PG1 and PG2 Test Cutflow Verify rates specified
in the Cut Charts.
3. If readings are not within +/- 3.0 psi (0.21 bar), repeat the
cutflow gas adjustments of steps 4.
7. Begin Cutting
Note:
If you have changed consumable parts or if the power supply has been off for more than 1 hour, purge gas
lines by leaving the system in Test Cutflow for one minute.
1. Set any additional cutting parameters as outlined in the Cut Charts.
2. Set Valve Select switch to Run after the test preflow and test cutflow rates have been verified.
3. The system is now ready to operate. Press the START command from the machine interface to begin the
cutting sequence.
PG2
PG1
Valve Select
S2
PG2
PG1
Valve Select
S2