Palsun® technical guide – Palram PALSU User Manual
Page 35
PALSUN® Technical Guide
35
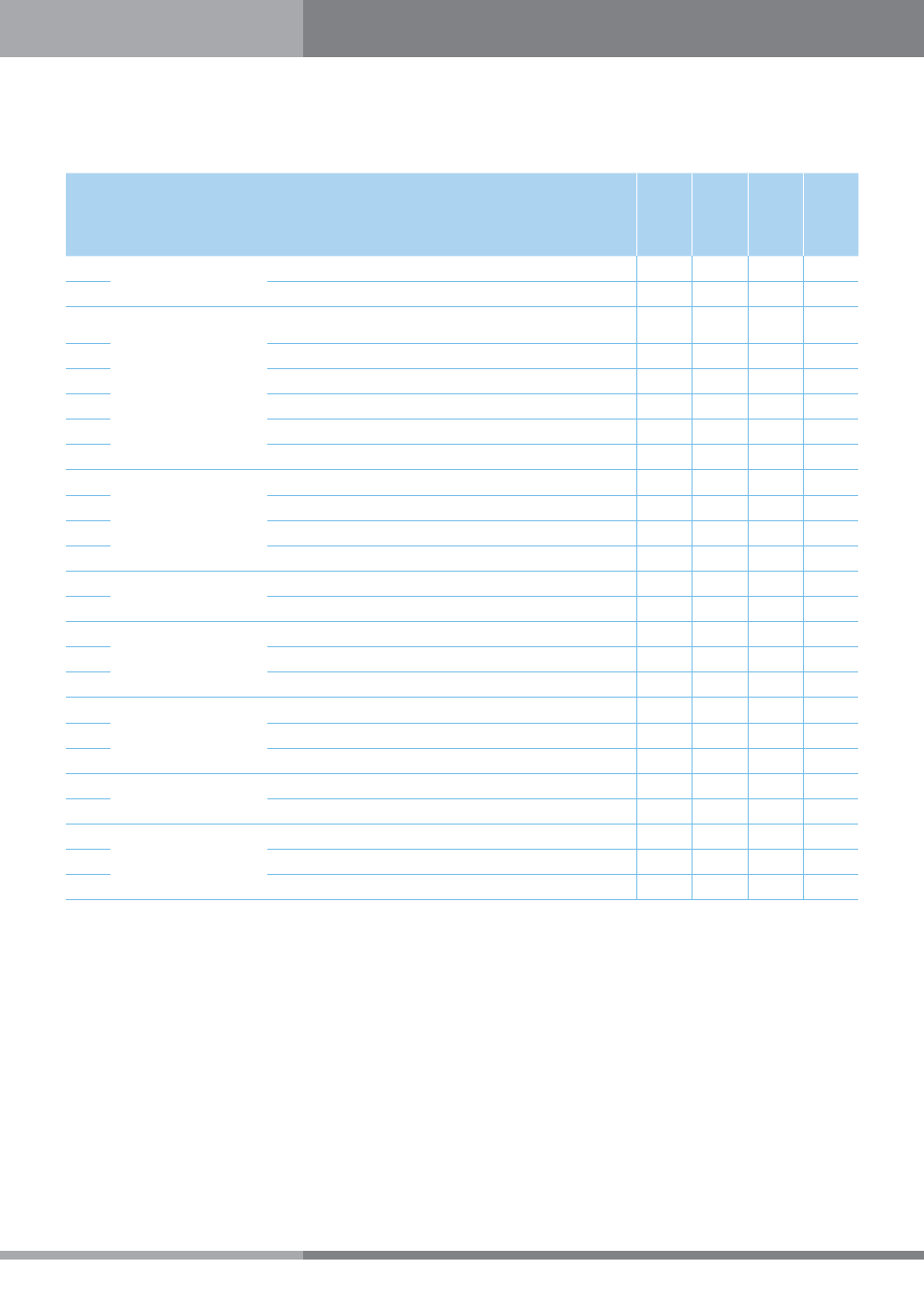
Fault and Remedies in Thermoforming Practice
#
Recognized Fault
Probable Cause
Proposed Treatment
Hot Line
Bending
Dr
ape
For
ming
Vacuum
For
ming
Fr
ee
Blo
wn
1
Bubbles in sheet
Moisture content too high
Pre-drying
+
+
+
+
2
Working temp. too high
Decrease working temp.
+
+
+
3
Hair fissures, fragile parts
Part overheated
Decrease heating period
+
+
4
Mold under-heated
Increase mold temp.
+
5
Late extraction of part
Diminish cooling cycle
+
6
Vacum speed too high
Reduce vacum rate
+
7
Mold corners too sharp
Round sharp corners
+
8
Basic sheet size too small
Increase sheet size
+
9
Webbing
Erratic heating
Prevent hot or cold spots
+
10
Mold lead inadequate
Check spacing-min. depth x 2
+
11
Vacum speed too high
Reduce vacume rate
+
12
Basic sheet size too large
Clamp/mold spacing <50mm
+
13
Blurred or partial detailing
Vacum too weak
Seal leaks/add vacum holes
+
14
Sheet rigid, under-heated
Extend heating period or temp.
+
15
Product sticks to mold
Mold overheated
Decrease mold temperature
+
16
Product release delayed
Shorten release period
+
17
Draft angle too steep
Enlarge draft angle up to 4-6°
+
18
Marked zones on product
Irregular finish of mold
Treat mold to consistent finush
+
19
Suction holes misplaced
Install new, better placed holes
+
20
Sheet overheated
Decrease heating period/ temp.
+
+
21
Exterior flaws / roughness
Dirt/ grime on sheet / mold
Wipe/Vacum-clean mold/sheet
+
+
22
Suction holes misplaced
Install new, better placed holes
+
23
Inconsistent shape of part
Mold/ brace under-heated
Extend pre-heat of mold/brace
+
24
Irregular heating/ cooling
Prevent drafts, fix faulty heater
+
+
+
+
25
Product release delayed
Shorten release period
+