Palsun® technical guide – Palram PALSU User Manual
Page 25
PALSUN® Technical Guide
25
Saw Blade Specifications for Cutting PALSUN up to 5mm Thickness
Property
Units
Value
Clearance angle
mm (inch)
300 (12)
No. of teeth in blade
96
Thickness
mm (inch)
2.2 - 3.2 (3/32” - 1/8” )
Teeth angles
Rake: 45° Clearance: 15°
Tooth appearance
Alternating: Left - Right
Speed
rpm
1800 - 2400
Saw Blade Specifications for Cutting PALSUN 6mm Thickness and Above
Property
Units
Value
Clearance angle
mm (inch)
350 (14)
No. of teeth in blade
108
Thickness
mm (inch)
2.2 - 3.2 (3/32” - 1/8” )
Teeth angles
Rake: 10° Clearance: 15°
Tooth appearance
Alternating: Left - Right
Speed
rpm
1800 - 2400
Notes:
1. Teeth shapes sketches are not to scale. They should be considered to serve only as an indication.
2. The PALSUN should be placed on a firm flat base and clamped into position during sawing.
3. When sawing PALSUN, it is recommended to leave the protective masking on.
4. If the cut sheet vibrates during sawing, cardboard sheet padding may be placed beneath it to absorb the vibrations.
5. When sawing thin gauge PALSUN it is recommended not to cut single sheets by themselves, but saw a pack of 5-10 sheets at the time, clamped firmly together to
a steady base.
6. Low to moderate feed rate should be used when the sheets approach the blade, or vice versa. A feed rate that is too high can cause gumming, splitting or breaking
of the sheet edges.
Band Saw
Band saws can be used for cutting PALSUN sheets of most thicknesses with
acceptable results. Band saws are workshop tools. In PALSUN fabrication they are
mostly used to cut formed parts or irregular shapes. It is possible to cut flat sheets
in straight lines too, but in limited length and width, due to the tool’s limitations.
Thin gauge sheets are better sawed when stacked to a thickness of 10 -12
mm (0.4 - 0.5 in.)
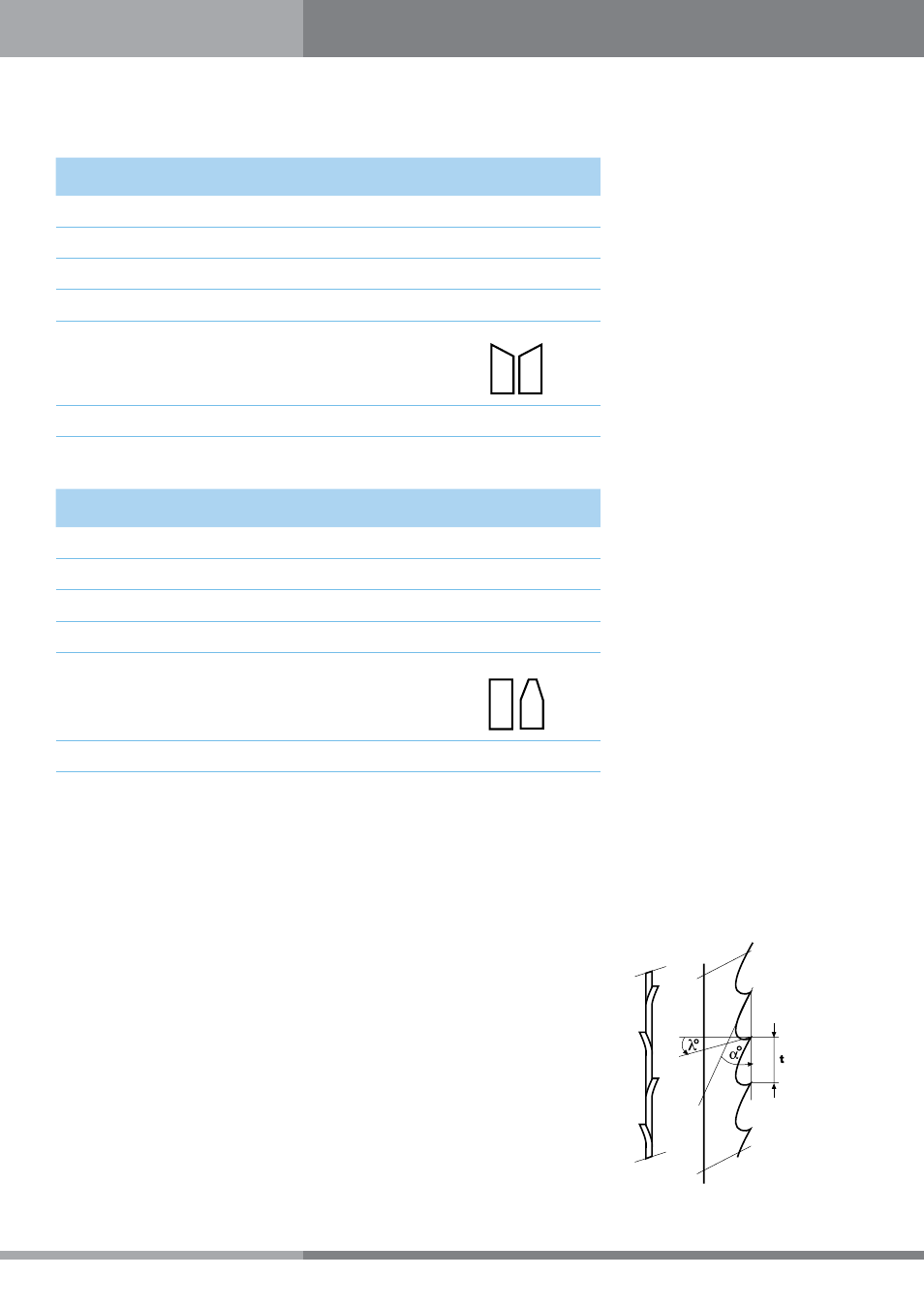
The preferred band saw blade should have slightly set teeth, with 10 – 20 mm
(0.4” - 0.8” inch) blade widths.
Figure 10: Typical Band Saw Blade Configuration