Stainless steel 200a bevel cut n, Plasma / h, O shield – Tweco XT-300 Torch for OEM UC-300 User Manual
Page 55
Manual 0-4829 Rev AN
8-57
TORCH DATA for Ultra-Cut
Shield
22-1049
in
in
(PSI)
(Ball) (PSI) (Ball) (PSI)
(ipm)
(in)
(sec)
(in)
0.07
3/8
20
80
90
5
55
95
0.300
0.0
0.110
0.07
1/2
20
80
90
5
55
85
0.300
0.4
0.115
0.07
5/8
20
80
90
5
55
65
0.300
0.5
0.122
0.07
3/4
20
80
90
5
55
50
0.300
0.7
0.133
0.07
7/8
20
80
90
5
55
40
0.400
0.9
0.149
0.07
1
20
80
90
5
55
35
0.450
1.0
0.148
0.07 1 1/4
20
80
90
5
55
20
0.176
0.07 1 1/2
20
80
90
5
55
10
0.211
0.07 1 3/4
20
80
90
5
55
8
0.216
mm
mm
(Bar)
(Ball) (Bar) (Ball) (Bar)
(mm/min)
(mm)
(sec)
(mm)
1.8
10
1.4
80
6.3
5
3.8
2400
7.6
0.0
2.8
1.8
12
1.4
80
6.3
5
3.8
2000
7.6
0.4
2.9
1.8
15
1.4
80
6.3
5
3.8
1550
7.6
0.5
3.1
1.8
20
1.4
80
6.3
5
3.8
1100
7.6
0.7
3.4
1.8
25
1.4
80
6.3
5
3.8
900
11.4
0.9
3.7
1.8
32
1.4
80
6.3
5
3.8
500
4.5
1.8
38
1.4
80
6.3
5
3.8
250
5.4
1.8
44
1.4
80
6.3
5
3.8
200
5.5
4.4-19.97
8.9-13.97
5.1-13.97
7.6-13.97
7.6-13.7
8.9-13.97
Effective Cut Height
(mm)
4.1-13.97
4.1-13.97
.300-.550
.300-.550
.350-.450
.350-.450
.160-.550
.180-.550
.200-.550
.250-.550
Mi
n
im
u
m
C
lea
ranc
e
E
qu
iva
len
t
Ma
te
ria
l
Th
ic
kn
es
s
* Pressure of the water supply line should be regulated by customer pressure regulator.
Note1: Ohmic height sensing is not recommended with water shield. Water on the plate interferes electrically
with the ohmic sensing circuit.
Kerf Width
@ Rec.
Speed
Plasma (N
2
)
Shield
(H
2
O)*
Pre Flow
Pressure
(N
2
)
Cut Flow Rates /
Pressures
Travel
Speed
Note2: Water source used for shield must be demineralized.
Stainless Steel
200A Bevel Cut
N
2
Plasma / H
2
O Shield
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only.
Requires CCM version 3.4 or later. Requires GCM version 3.2 or later.
Edge Start
Edge Start
Edge Start
Edge Start
Edge Start
Initial
Piercing
Height
Pierce
Delay
Kerf Width
@ Rec.
Speed
Plasma (N
2
)
Shield
(H
2
O)*
Edge Start
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Effective Cut Height
(in)
.160-.550
Pre Flow
Pressure
(N
2
)
Cut Flow Rates /
Pressures
M
in
imu
m
C
lea
ranc
e
E
qu
iva
len
t
Ma
te
ria
l
Th
ic
kn
es
s
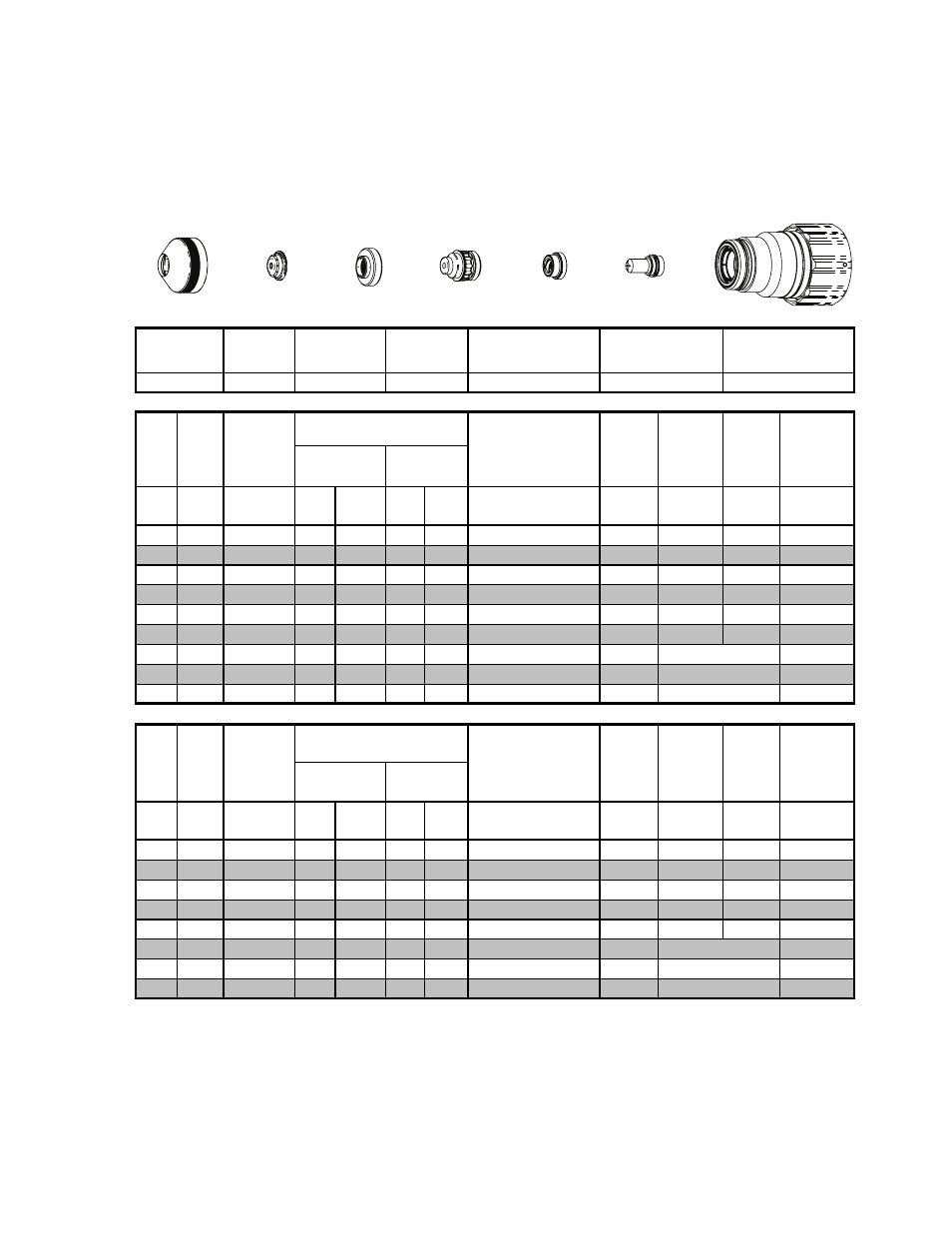
22-1043
22-1089
22-1022
22-1015
22-1284
22-1067
Plasma Gas
Distributor
Electrode
Cartridge
Shield
Retainer
Shield Gas
Distributor
Tip
Cartridge
Electrode
Shield
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Shield Retainer
Art # A-08552
This Art Is For Reference ONLY