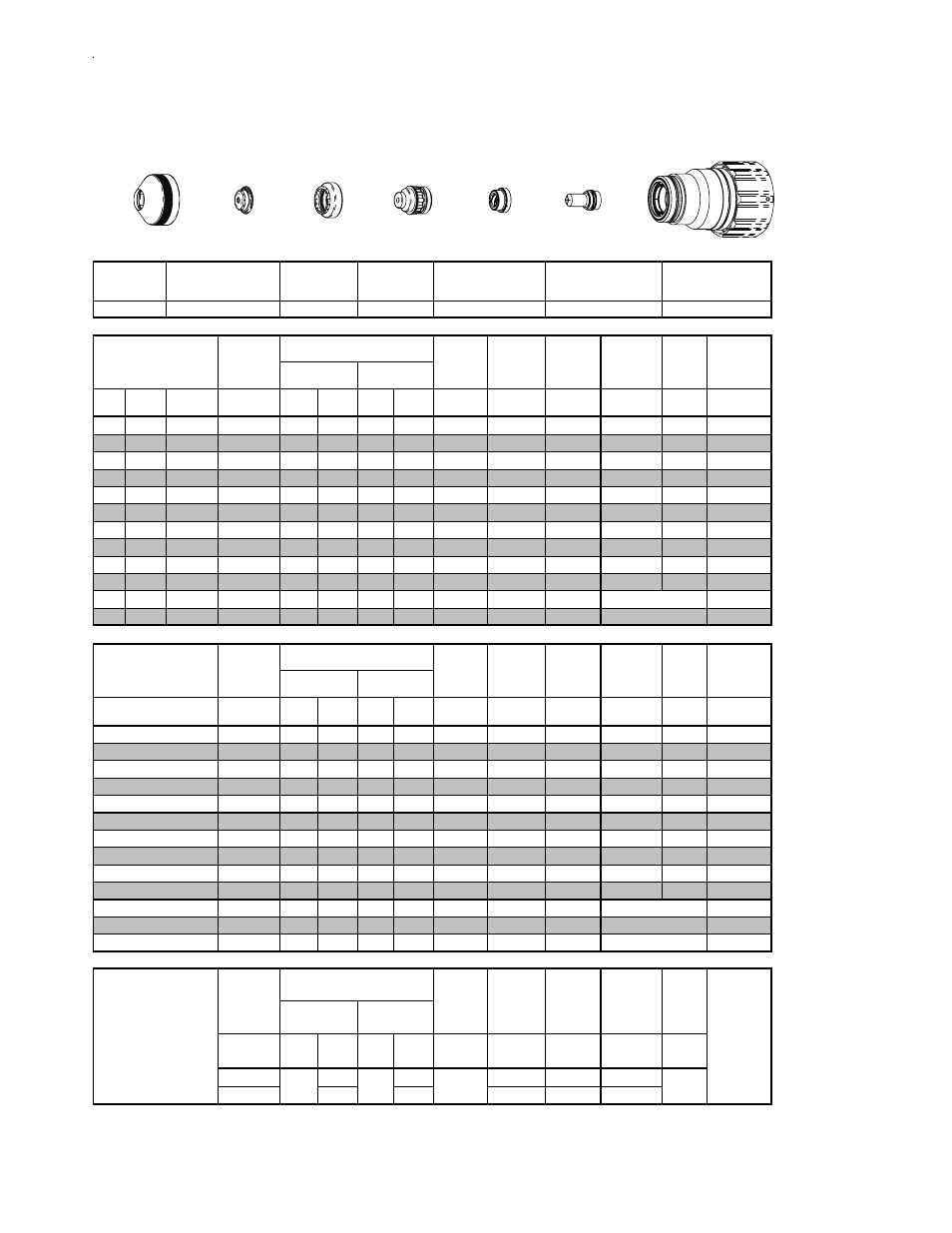
Mild steel 200a o, Plasma / air shield, This art is for reference only – Tweco XT-300 Torch for OEM UC-300 User Manual
Page 44
TORCH DATA for Ultra-Cut
8-46
Manual 0-4829 Rev AN
(ga)
(in)
inch
(PSI)
(Ball)
(PSI)
(Ball)
(PSI)
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
3/16
0.188
15
100
100
NA
100
151
0.130
250
0.300
0.2
0.142
1/4
0.250
15
100
100
NA
100
151
0.130
200
0.300
0.2
0.148
3/8
0.375
15
100
100
NA
100
154
0.150
140
0.350
0.3
0.162
1/2
0.500
15
100
100
NA
100
159
0.170
115
0.350
0.5
0.167
5/8
0.625
15
100
100
NA
100
161
0.200
80
0.350
0.6
0.186
3/4
0.750
15
100
100
NA
100
163
0.200
65
0.400
0.8
0.186
7/8
0.875
15
100
100
NA
100
166
0.200
57
0.400
1.0
0.185
1
1.000
15
100
100
NA
100
167
0.200
48
0.400
1.2
0.193
1 1/4
1.250
15
100
100
NA
100
170
0.200
30
0.425
2.0
0.196
1 1/2
1.500
15
100
100
NA
100
185
0.200
20
0.450
4.0
0.201
2
2.000
15
100
100
NA
100
192
0.200
10
0.204
2 1/2
2.500
15
100
100
NA
100
192
0.200
8
0.210
(Bar)
(Ball)
(Bar) (Ball)
(Bar)
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
1.0
100
6.9
NA
6.9
151
3.3
6170
7.6
0.2
3.6
1.0
100
6.9
NA
6.9
151
3.3
5360
7.6
0.2
3.7
1.0
100
6.9
NA
6.9
153
3.6
4290
8.3
0.3
3.9
1.0
100
6.9
NA
6.9
155
3.9
3460
8.9
0.3
4.1
1.0
100
6.9
NA
6.9
158
4.2
3060
8.9
0.5
4.2
1.0
100
6.9
NA
6.9
160
4.0
2280
8.9
0.6
4.6
1.0
100
6.9
NA
6.9
164
5.1
1590
10.2
0.9
4.7
1.0
100
6.9
NA
6.9
167
5.1
1250
10.2
1.2
4.9
1.0
100
6.9
NA
6.9
171
5.1
750
10.8
2.1
5.0
1.0
100
6.9
NA
6.9
185
5.1
510
11.4
4.0
5.1
1.0
100
6.9
NA
6.9
188
5.1
390
5.1
1.0
100
6.9
NA
6.9
192
5.1
270
5.2
1.0
100
6.9
NA
6.9
192
5.1
200
5.3
(PSI) /
(Bar)
(Ball)
(PSI) /
(Bar)
(Ball)
(PSI) /
(Bar)
Volts
in ±0.005 /
mm ±0.1
ipm /
mm/min
in ±0.005 /
mm ±0.1
(sec)
15
60
80
0.120
300
0.120
1.0
4.1
5.5
3.0
7600
3.0
Mild Steel
200A
O
2
Plasma / Air Shield
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only.
Requires CCM version 3.4 or later. Requires GCM version 3.2 or later
22-1022
22-1014
22-1030
22-1285
22-1055
Material
Thickness
Pre Flow
Pressure
(Air)
NOTE: Lock pierce height betw een 0.5" to 1" to avoid torch hitting the pierce metal puddle.
Shield
Retainer
Shield Cap
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Electrode
Cartridge
22-1042
22-1093
Cut Flow Rates / Pressures
Arc
Voltage
Kerf Width
@ Rec.
Speed
Plasma (O
2
) Shield
(Air)
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Edge Start
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Edge Start
Kerf Width
@ Rec.
Speed
Plasma (O
2
) Shield
(Air)
(mm)
5
6
8
10
25
32
12
15
20
Travel
Speed
Initial
Transfer
Height
Pierce
Delay
38
44
Edge Start
50
Edge Start
60
Edge Start
80
NA
168
Torch
Working
Height
0
Marking
25A Arc Current
Pre Flow
Pressure
(N
2
)
Cut Flow Rates / Pressures
Arc
Voltage
Marking
quality
degrades
as
thickness
decreases
Plasma (N
2
) Shield
(N
2
)
Cartridge
Electrode
Shield
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Shield Retainer
Art # A-07917_AC
This Art Is For Reference ONLY