Section 5: basic welding guide, 01 basic tig welding guide, 1 electrode polarity – Tweco 400i Transmig User Manual
Page 35: 2 tungsten electrode current ranges, 3 tungsten electrode types, Table of contents (continued), Section 5, Basic welding guide -1, 01 basic tig welding guide -1, Transmig 400 i
TRANSMIG 400 i
July 18, 2008
5-1
SECTION 5:
BASIC WELDING GUIDE
5.01 Basic TIG Welding Guide
5.01.1 Electrode Polarity
Connect the TIG torch to the - / TORCH terminal and the work lead to the + / WORK terminal for direct
current straight polarity. Direct current straight polarity is the most widely used polarity for DC TIG
welding. It allows limited wear of the electrode since 70% of the heat is concentrated at the work piece.
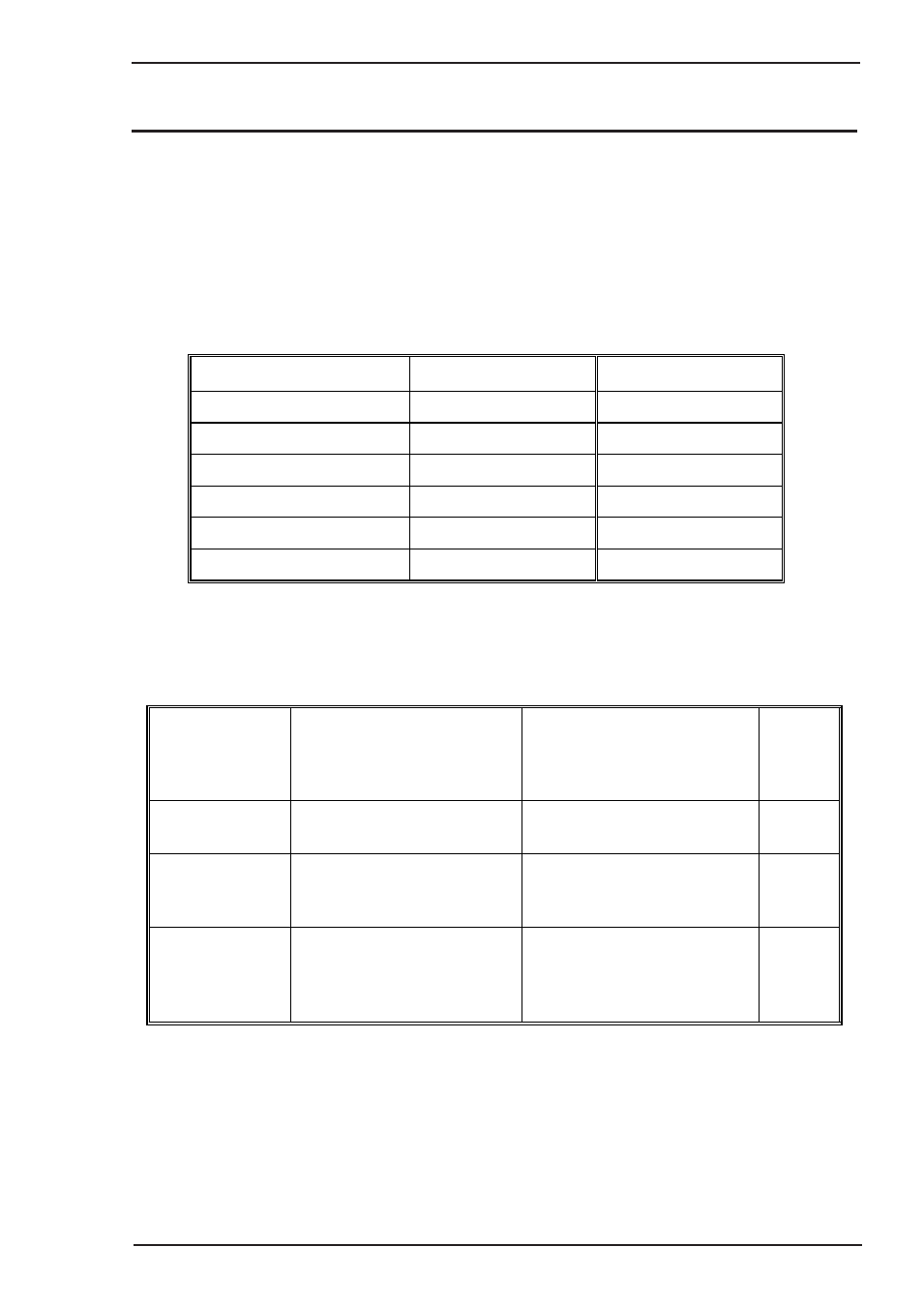
5.01.2 Tungsten Electrode Current Ranges
Electrode Diameter
AC Current (Amps)
DC Current (Amps)
0.040” (1.0mm)
30 – 70
30 – 60
1/16” (1.6mm)
60 – 95
60 – 115
3/32” (2.4mm)
125 – 150
100 – 165
1/8” (3.2mm)
130 – 225
135 – 200
5/32” (4.0mm)
190 – 280
190 – 280
3/16” (4.8mm)
250 – 340
250 – 340
5.01.3 Tungsten Electrode Types
Electrode Type
(Ground Finish)
Welding Application
Features
Color
Code
Thoriated 2%
DC welding of mild steel,
stainless steel and copper.
Excellent arc starting, Long life,
High current carrying capacity.
Red
Zirconated 1%
High quality AC welding of
aluminium, magnesium and
their alloys.
Self cleaning, Long life,
Maintains balled end, High
current carrying capacity.
White
Ceriated 2%
AC & DC welding of mild steel,
stainless steel, copper,
aluminium, magnesium and
their alloys
Longer life, More stable arc,
Easier starting, Wider current
range, Narrower more
concentrated arc.
Grey