Tweco 350 4R Wirefeeder User Manual
Page 51
7-7
Manual 0-5182
service weldskill 250, 350
Service
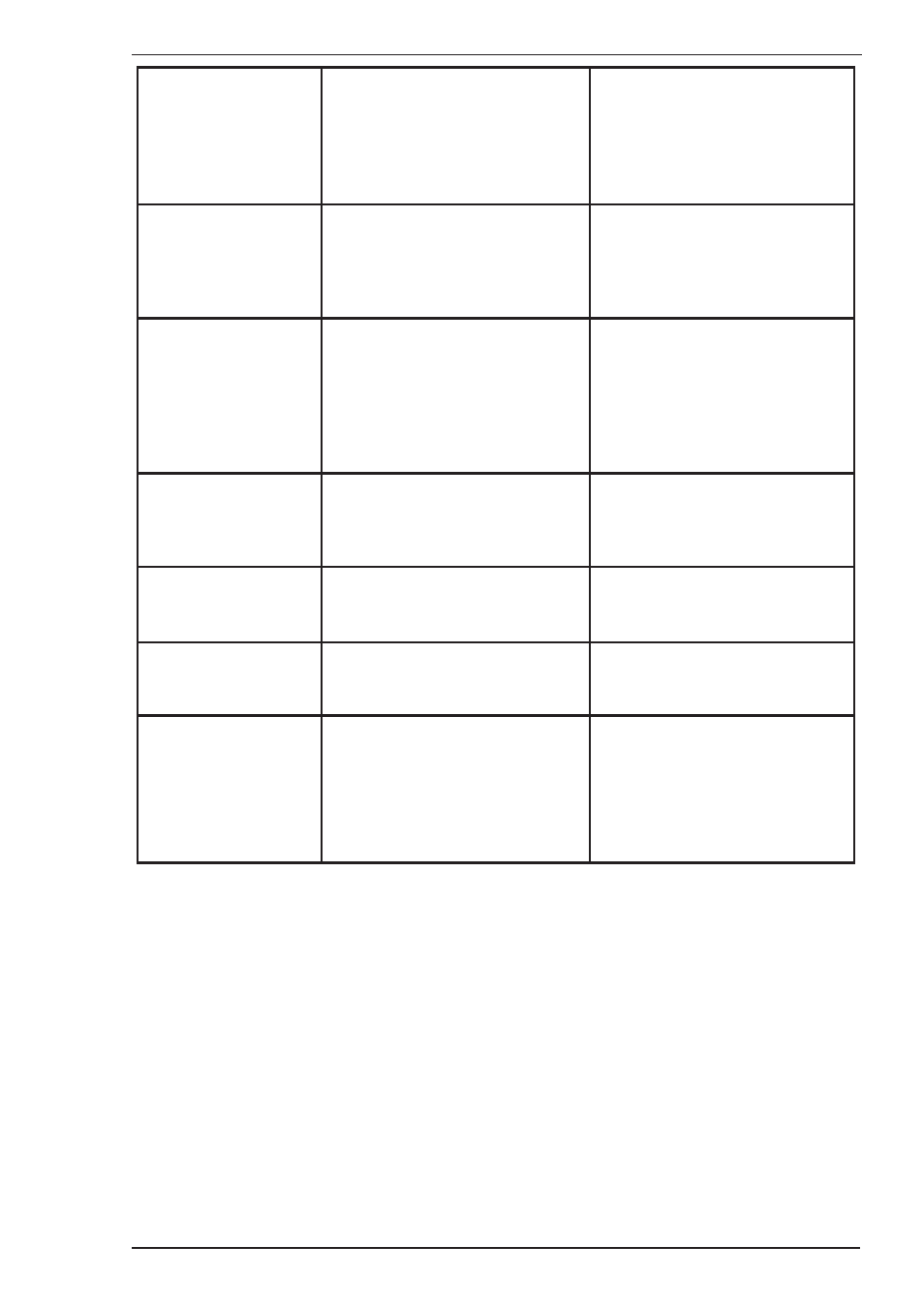
5 Wire feeds when
the torch trigger
switch is depressed
but arc cannot be
established.
A
B
Mig torch polarity lead is not
connected into a welding output
terminal.
Poor or no work lead contact.
A
B
Connect the MIG torch polarity
lead to either the positive welding
output terminal or negative output
terminal as required.
Clean work clamp area and ensure
good electrical contact.
6 Inconsistent wire feed A
B
C
D
Worn or dirty contact tip
Worn feed roll.
Excessive back tension from wire
reel hub.
Worn, kinked or dirty conduit liner
A
B
C
D
Replace if necessary.
Replace if necessary.
Reduce brake tension on spool
hub
Clean or replace conduit liner
7 No gas flow
A
B
C
D
Gas hose is cut.
Gas passage contains impurities.
Gas regulator turned off.
Empty Cylinder
A
B
C
D
Replace or repair.
Disconnect gas hose from the rear
of Power Source or wirefeeder
then raise gas pressure and blow
out impurities.
Turn on.
Replace cylinder.
8 Gas flow continues
after the torch trigger
switch has been
released.
Gas valve has jammed open due
to impurities in the gas or the gas
line.
Have an Accredited CIGWELD
Service Provider repair or replace
gas valve.
9 Wire does not feed
when torch trigger
depressed
A
B
Faulty trigger switch / lead
Circuit breaker tripped
A
B
Repair or replace Torch / trigger
lead
Reset Circuit Breaker(s)
10 Wire continues to
feed when torch
trigger released
A
B
Power Source in 4T (LATCH) mode
Torch trigger leads shorted
A
B
Change to 2T (NORMAL) mode
Repair or replace Torch / trigger
lead
11 Wire feeds when the
torch trigger switch is
depressed but arc can
not be established
and OVERHEAT led is
illuminated
Power Source Overtemperature
Protection circuit has operated
Cease welding and allow Power
Source to Cool for 10 minutes.
Overheat led will extinguish when
the Power Source has cooled
sufficiently.