05 smaw (stick) welding & carbon arc gouging, Operation excel arc 6045 – Tweco 6045 Excel Arc User Manual
Page 31
OPERATION EXCEL
ARC
6045
August 26, 2011
4-5
Manual 0-5213
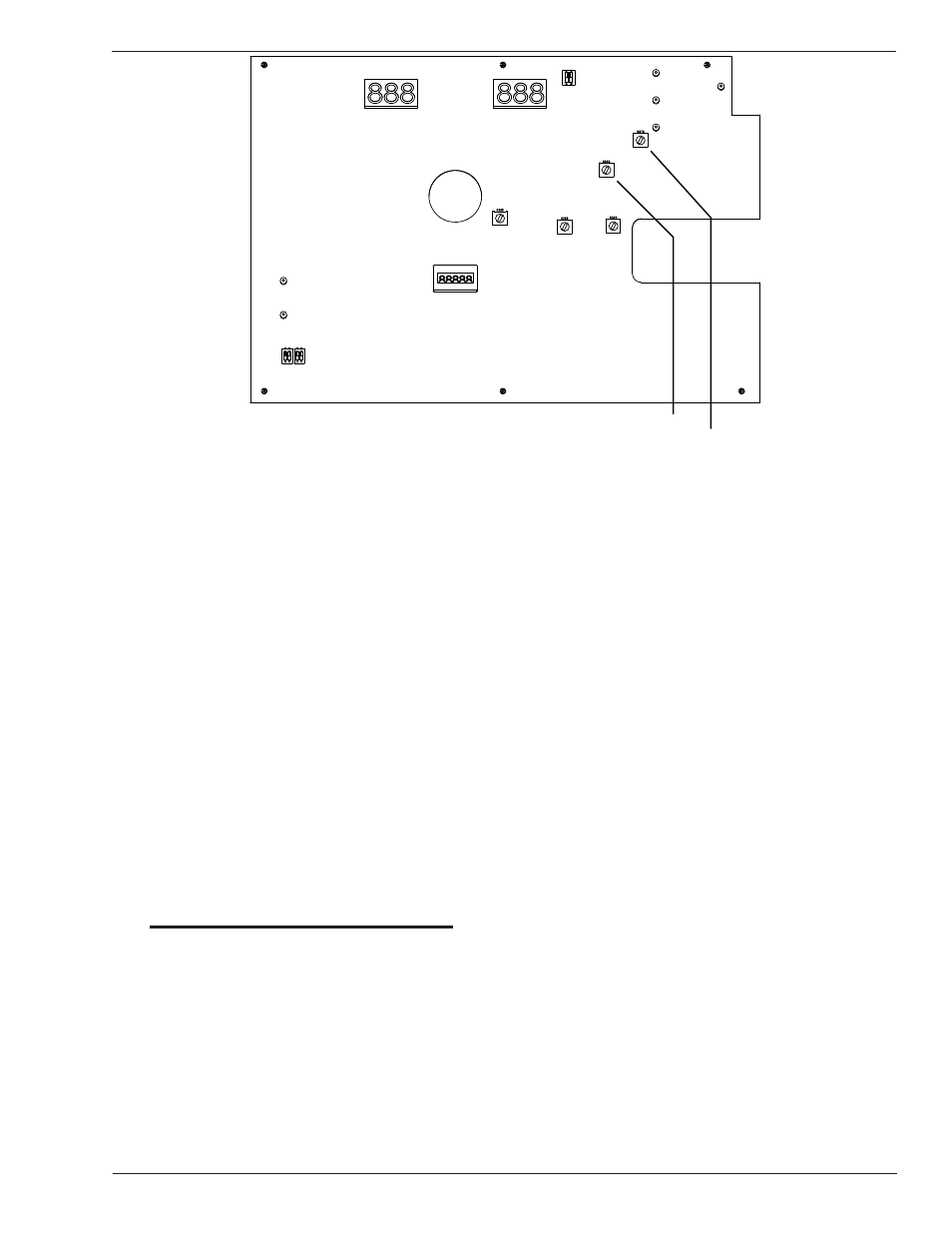
SW2 SW3
SW1
R295
R275
R295
HOT START DURATION- Continuously adjustable from 0.5 to 2 seconds.
R275
HOT START VALUE - Continuously adjustable between 0 - 100% of the LOCAL
or REMOTE demand level up to 700 amps total.
Art# A-10895
Figure 4-4: Hot Start Level and Duration Adjustments
4.05 SMAW (Stick) Welding & Carbon
Arc Gouging
1. Connect the work cable and electrode holder lead. The
positive lead should be connected to the POSITIVE
OUTPUT RECEPTACLE.
2. Connect the work clamp to the work piece or work
table.
3. Turn ON/OFF SWITCH (SW1) to ON position.
NOTE
The output enable LED (green) will be ON at
this time.
4. Set MODE SELECTOR SWITCH (SW2) to STICK
position (SMAW / CAG - CC).
5. If HOT START feature is desired, turn HOT START
SELECTOR SWITCH (SW3) to ON position.
5a. If required, to adjust HOT START current level and
duration.
6. Set ARC FORCE CONTROL POTENTIOMETER (R2) to
the maximum level.
7. Set LOCAL / REMOTE SWITCH (SW4) to LOCAL.
8. Set VOLTAGE CURRENT CONTROL POTENTIOMETER
(R1) to select desired current level.
9. If VRD protection is desired, set SW1-A located on the
Main PCB to ON (DN) position. Factory setting is ON
(Down) position.
10. Hold electrode clear of work.
11. Strike the arc.
12. When welding / gouging is fi nished, turn the ON/OFF
SWITCH (SW1) to OFF position.