Arcmaster, 160ts, 03 power source problems – Tweco 160 TS Arcmaster User Manual
Page 44
ARCMASTER
®
160TS
March 31, 2006
9-4
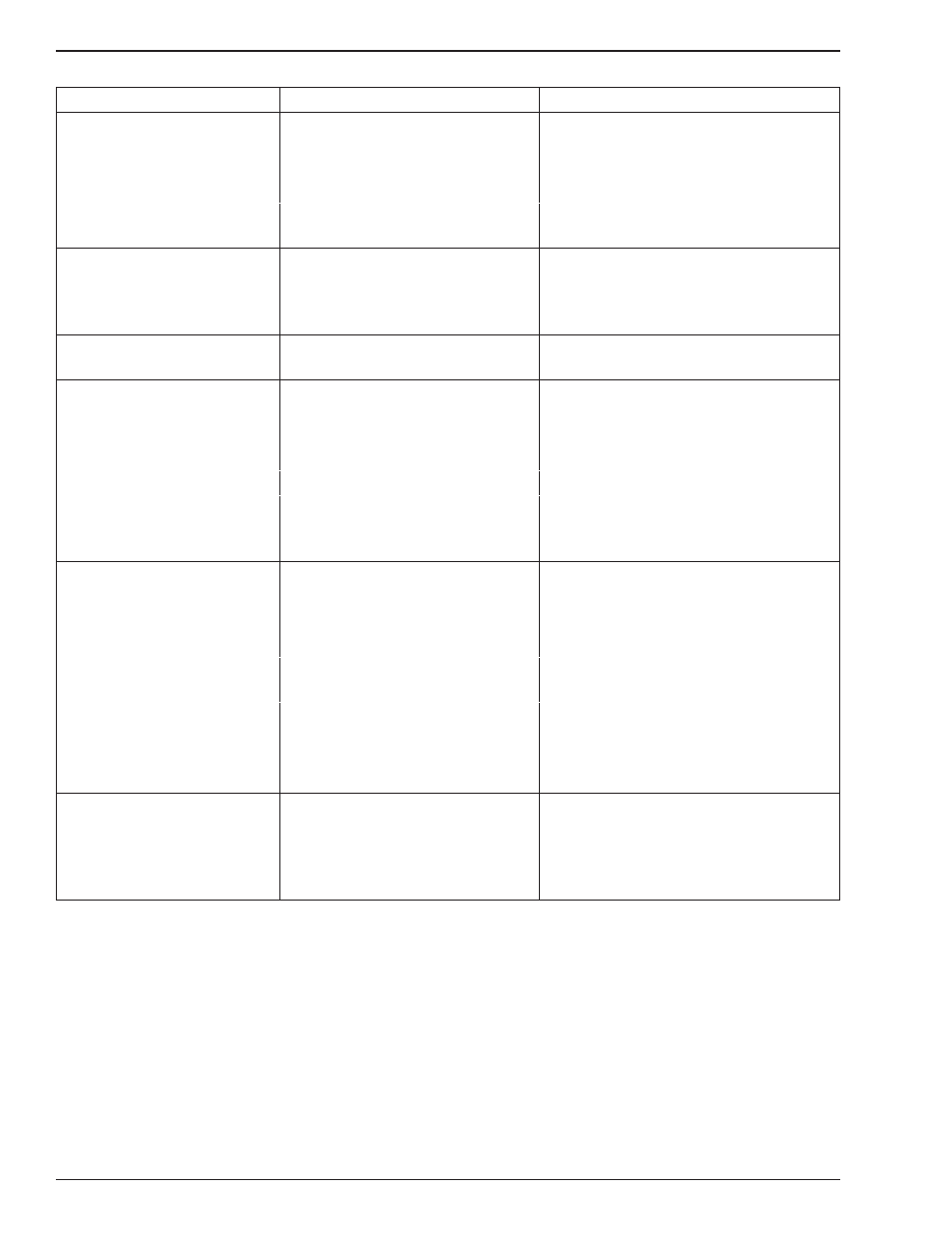
9.03 Power Source Problems
Description
Possible Cause
Remedy
1. The welding arc cannot be
established
A .
B.
The Primary supply voltage has not
been switched ON.
The Welding Power Source switch
is switched OFF.
A.
B.
Switch ON the Primary supply voltage.
Switch ON the Welding Power Source.
C. Loose connections internally.
C. Have an Accredited Thermal Arc Service
Agent repair the connection.
2. Maximum output welding
current can not be achieved
with nominal Mains supply
voltage.
Defective control circuit
Have an Accredited Thermal Arc Service
Agent inspect then repair the welder.
3. Welding current reduces when
welding
Poor work lead connection to the
work piece.
Ensure that the work lead has a positive
electrical connection to the work piece.
4. No gas fl ow when the torch
trigger switch is depressed.
A.
B.
Gas hose is cut.
Gas passage contains impurities.
A.
B.
Replace gas hose.
Disconnect gas hose from the rear of Power
Source then raise gas pressure and blow
out impurities.
C. Gas regulator turned off.
C. Turn gas regulator on.
D. Torch trigger s witch lead is
disconnected or switch/cable is
faulty.
D. Reconnect lead or repair faulty switch/
cable.
5. Gas fl ow won’t shut off
A. Weld Mode (STD, SLOPE, REPEAT or
SPOT) was changed before POST-
FLOW gas time had fi nished.
A. Strike an arc to complete the weld cycle.
OR
Switch machine off then on to reset
solenoid valve sequence.
B. Gas valve is faulty.
B. Have an Accredited Thermal Arc Service
Agent replace gas valve.
C. Gas valve jammed open.
C. Have an Accredited Thermal Arc Service
Agent repair or replace gas valve.
D. POST-FLOW control is set to 60
sec.
D. Reduce POST-FLOW time.
6. The TIG electrode has been
contaminated due to the gas
fl ow shutting off before the
pro grammed POST-FLOW
time has elapsed
The Weld Process Mode (STICK, HF
TIG or LIFT TIG) was changed before
POST-FLOW gas time had fi nished.
Do not change Weld Process Mode before
the POST-FLOW gas time had fi nished.