Arcmaster, 160ts – Tweco 160 TS Arcmaster User Manual
Page 31
ARCMASTER
®
160TS
March 31, 2006
5-1
SECTION 5:
SEQUENCE OF OPERATION
NOTE: Scroll Buttons are used to select the parameters to be set. The LED’s show which
function is being adjusted on the weld sequence graph. Refer to Symbols Table located in
the front of the manual for Symbol descriptions.
1
2
3
5
6
7
4
8
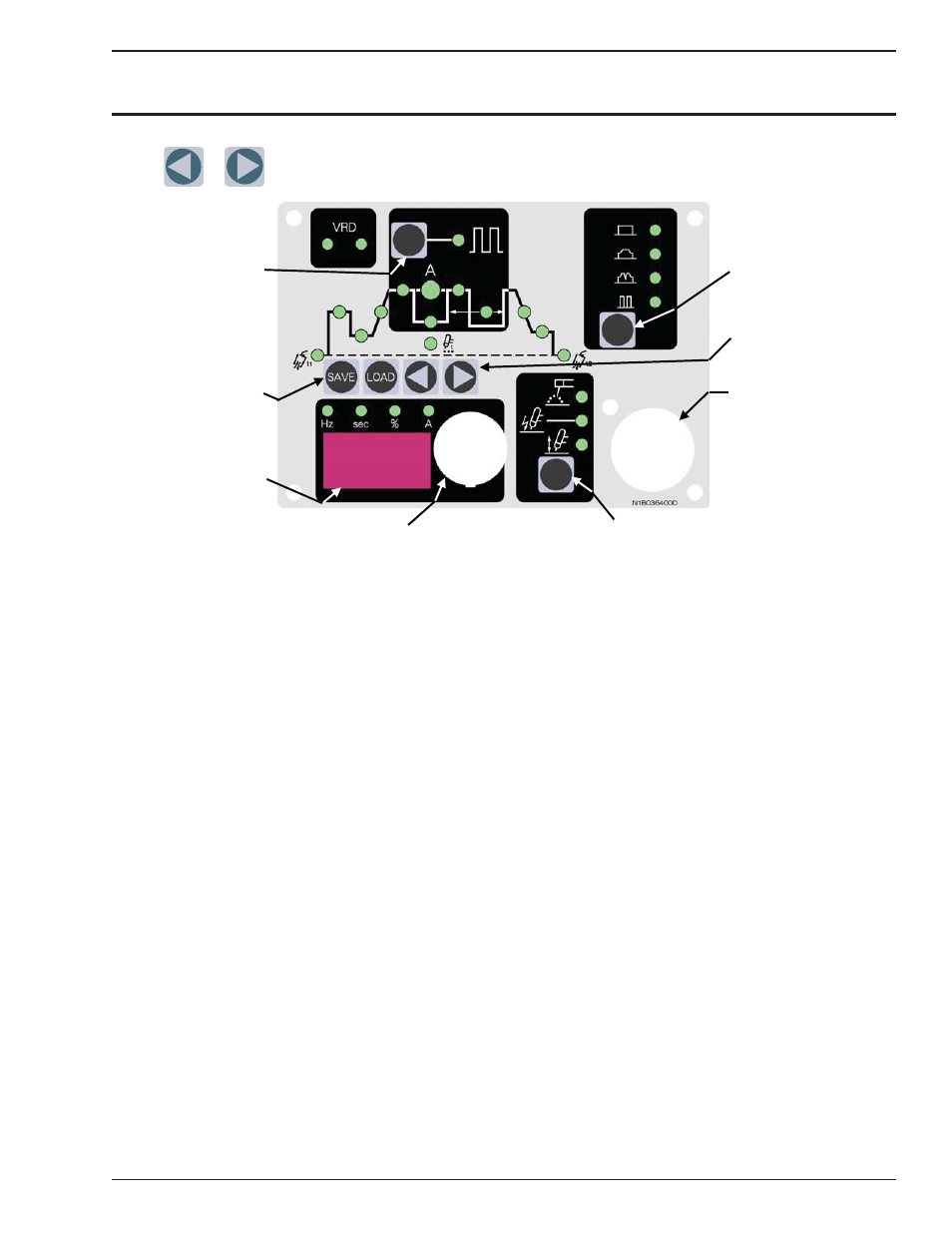
Figure 7 - 160TS Front Panel
1. Pulse function – Pressing this button enables the TIG
current pulse functions.
2. Scroll Buttons – used to select the parameter to be set.
The LED’s show which function is being adjusted on the
weld sequence graph.
3. Digital LED display – Welding amperage and parameter
values are displayed in this window. Internal warnings
such as over temperature, low or high input voltage
applied are signaled to the operator by a warning sound
and error message on the screen.
4. Control knob – allows the operator to adjust the output
amperage within the entire range of the power source,
also used to set each parameter value. Pushing the knob
inward displays the actual welding voltage.
5. Process Button - This button selects between STICK, Lift
or HF TIG mode.
6. 8 pin remote control receptacle for connecting remote
device. A remote control device is required for use during
LIFT TIG and HF TIG operation. See section 4.01, section
2 “Remote Control Socket”, for complete details of the
remote device.
7. TIG Mode Functions – Pressing this button scrolls through
the output TIG function modes (Standard, Slope, Slope
w/repeat, Spot).
8. Save/Load Button - by using the Save & Load buttons the
operator can easily save up to 5 welding parameters.
5.01 Stick Welding
• Connect work lead to negative terminal
• Connect electrode lead to positive terminal
• Switch machine on
• Set WELD current
• Connect remote control device if required
Use the Scroll Buttons to move to the parameter to be set.
The LED will show which function is being adjusted on the
weld sequence graph. Use the control knob to adjust each
parameter.
• Set HOT START
• Set WELD current
Commence welding